











-
在高电压绝缘应用中,传统注塑工艺在制作复杂绝缘结构(如应力锥、绝缘子结构等)时通常具有很大的难度,模具制造周期与成本和绝缘结构的复杂程度密切相关,较难实现面向功能的设计理念[1-2]。选择性激光烧结技术(Selective Laser Sintering,SLS)是增材制造技术的一种,应用分层制造思想,以固体粉末材料直接成型三维实体零件,不受形状结构复杂程度的限制,不需要任何的工装模具[3]。因此,SLS技术在制作复杂绝缘结构的电气绝缘设备方面具有广阔的应用前景。然而SLS成型过程有较为复杂的烧结机理,因此必须对成型工艺参数进行优化,使得烧结件的性能符合实际应用的需求。
近年来,国内外诸多学者研究了SLS工艺参数对烧结件性能的影响,通过多指标的正交试验优化成型工艺参数,如激光功率、扫描速度、扫描间距等,研究工艺参数对拉伸强度等机械性能的影响规律[4-6]。Tomasz Kozior等人通过人工神经网络研究了激光功率、扫描速度、打印方向以及扫描线数量对尼龙拉伸强度的变化规律,结果表明,随着激光功率、扫描速度、扫描线数量等参数的提升,尼龙的拉伸强度逐步提高[7];闫春泽等人发现,聚苯乙烯(PS)成型件的机械强度随着激光能量密度的增加呈先增加后降低的趋势,主要原因是激光能量过高导致聚合物的降解,同时,随着激光能量密度的增加,激光烧结深度增加,导致烧结第一层粉末时使烧结件在Z轴方向上尺寸增大,称为Z轴“盈余”[8]。李荣福等人通过分析尼龙6反应产物,研究了尼龙6的热氧化降解机理,提出了自由基在与酰胺基的羰基相连的亚甲基上的夺氢反应等,解释了反应产物的分析结果[9-10]。尼龙降解机理的研究很好地解释了在SLS烧结过程中由于激光能量密度过大导致烧结件性能下降的原因。在3D打印在电气领域的应用方面,李化等研究发现SLS技术层层叠加原理会导致烧结件的电气性能存在方向性,研究了不同打印角度对成型件电气性能的影响[11]。张冠军等研究了熔融沉积技术在成型多功能梯度绝缘子方面的可行性[12-13]。然而,电气绝缘对设备的物理和绝缘性能有很高的要求,较少有人研究SLS工艺参数对烧结件物理和绝缘性能的影响。
以SLS成型的尼龙12为研究对象,通过红外光谱测试分析了尼龙12的热氧化降解机理,解释了激光功率过高导致烧结件性能劣化的原因,分析了激光功率对烧结件密度、击穿场强、相对介电常数、电导率等物理和绝缘性能的影响。实验结果为SLS技术在电气绝缘方向的应用提供了初步的实验数据和理论分析。
-
文中选用德国赢创公司提供的尼龙12粉末为基材,粉末的形貌如图1所示。

图 1 尼龙12粉末形貌
Figure 1. Nylon 12 powder morphology
尼龙12粉末平均粒径为50 μm,粒径的概率密度函数曲线如图2所示。
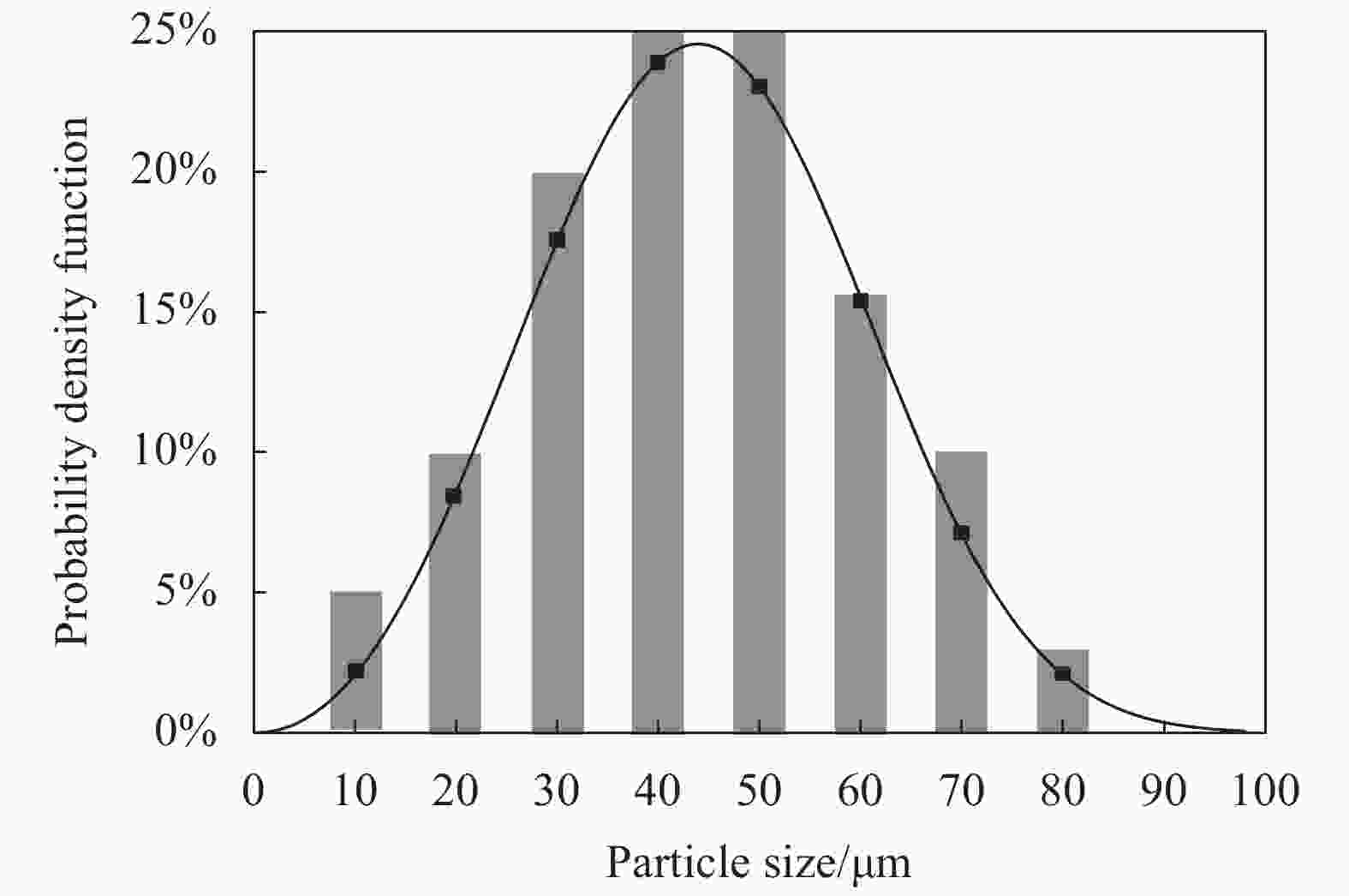
图 2 尼龙12粉末粒径
Figure 2. Particle size of nylon 12 powder
表1列出了尼龙12材料的物理、机械和电气性能的理论值。
表 1 尼龙12粉末物理电气性能理论值
Table 1. Theoretical value of physical and electrical properties of nylon 12 powder
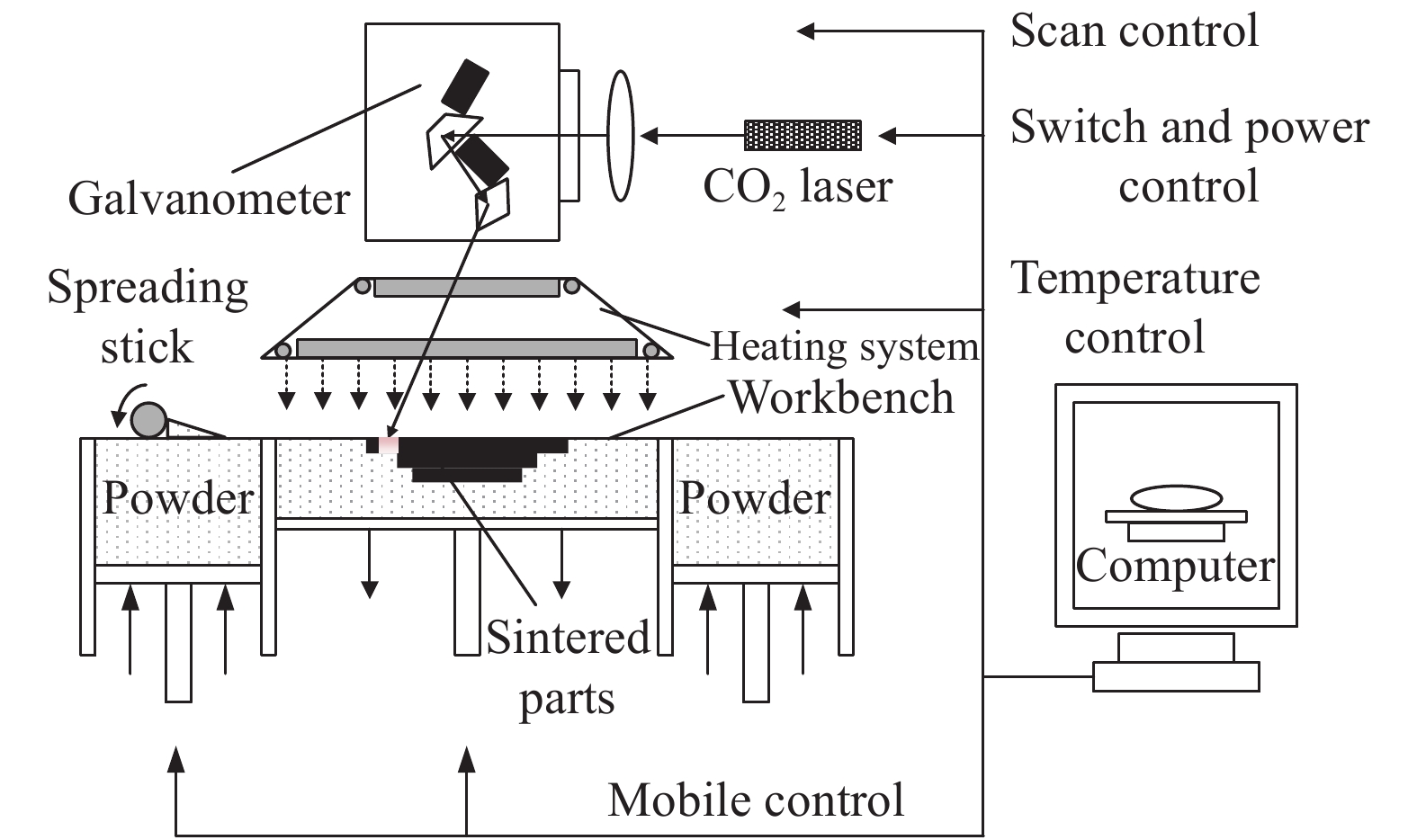
Performance Value Melting temperature/℃ 176 Density (23 ℃)/g·cm−3 1.016 Relative permittivity (23 ℃/1 MHz) 2.5 Breakdown strength/kV·mm−1 92 采用HK S500SLS打印设备对尼龙12粉末进行烧结成型,SLS技术成型原理如图3所示。

图 3 SLS技术成型原理图
Figure 3. Principle of SLS technology molding
通过改变不同的激光功率研究其对尼龙12烧结件物理和绝缘性能的影响。打印过程中工艺参数的选定如表2所示。
表 2 SLS技术工艺参数
Table 2. Technological parameters of SLS
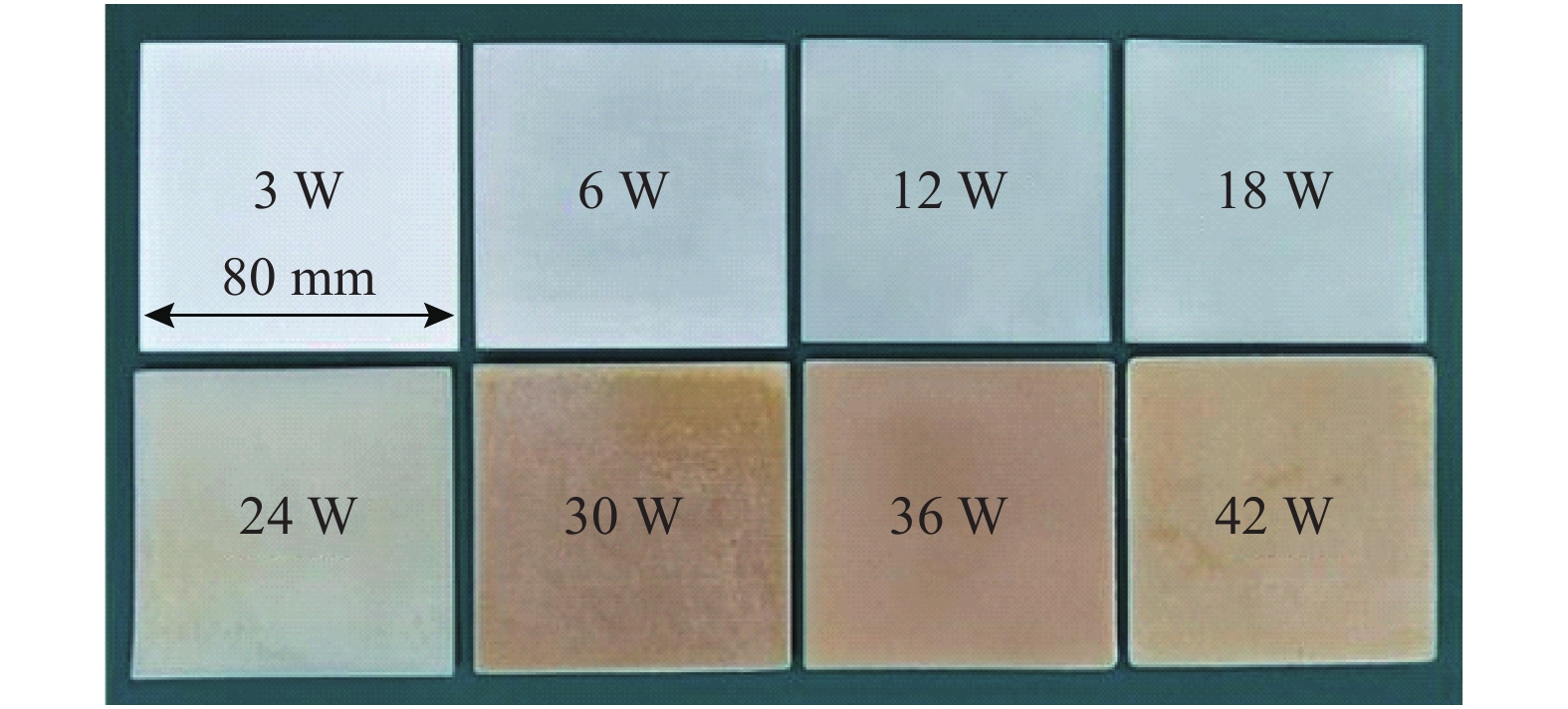
Parameter Value Laser power/W 3-42 Layer thickness/mm 0.1 Scanning speed/mm·s−1 3000 Scanning distance/mm 0.1 Spot radius/mm 0.25 部分激光功率尼龙12烧结件如图4所示。

图 4 尼龙12烧结件
Figure 4. Nylon 12 samples
-
采用Nicolet iS50R测试不同激光功率的尼龙12样品的傅里叶红外光谱,波数范围为500~4000 cm−1。
采用排水法测量尼龙12样品的密度,测试设备为梅特勒-托利多分析天平,测量精度可达0.0001 g,最大称重质量为210 g。每种激光功率包含5个样品。
采用直流高压发生器作为电压输出,测试不同激光功率制备的尼龙12样品直流击穿电压,采用连续升压法,升压速率为2.5 kV/s,电极采用导电性能良好的圆柱形黄铜电极,上电极直径为25 mm,高度为5 mm,下电极直径为60 mm,高度为2 mm,电极边缘有2 mm倒角。每种激光功率包含6个样品。
采用德国Novocontrol公司生产的Concept40测量不同激光功率制备的尼龙12样品的频率介电谱。测试电压幅值有效值为1 V,测量频率范围为10−1~106 Hz。每种激光功率包含3个样品。
采用稳态电流法测量不同激光功率制备的尼龙12样品的稳态泄漏电流,电导率通过测量加在样品上的直流电压和流过试样的电流求得。使用Keithley6517B静电计作为电流测量模块,在样品表面涂覆导电银胶,改善金属电极与试样的接触,同时增加防泄漏电极。测量时长为7200 s,取7000~7200 s电流的平均值作为计算值。
-
由图4可以发现,随着激光功率的提高,当激光功率增加到24 W时,烧结件表面开始变黄,主要原因是激光功率过高,导致尼龙12材料发生热氧化降解,而这会严重影响烧结件的性能。
用不同波长的红外光照射尼龙12样品,当红外光的某一频率与尼龙12分子中化学键的振动频率相同时,分子键就会吸收红外光,产生吸收峰。红外光谱的吸收峰主要由两个区域组成:
(1)特征谱带区,4 000~1 330 cm−1,特征化学键的伸缩振动产生的吸收峰主要用于确定是否存在特征分子键,吸收峰比较松散,主要研究尼龙12热氧化降解前后特征谱带区的变化。
(2)指纹区,1 330~650 cm−1,主要用于辨别化学键的位置结构,同种材料的指纹区差异较小。
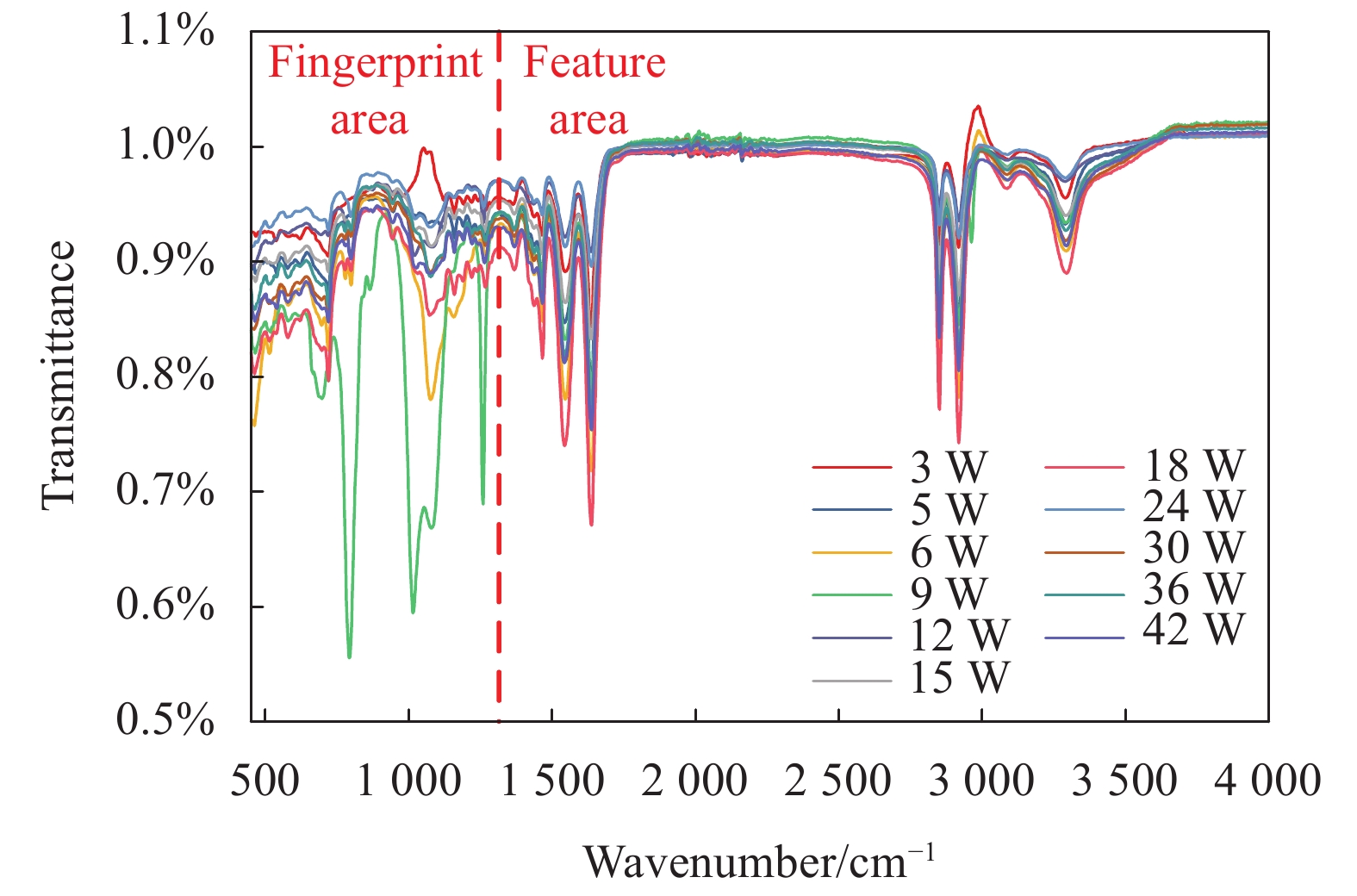
为了研究尼龙12粉末在激光烧结过程中的热氧化降解机理,测试了不同激光功率下烧结件的傅里叶红外光谱,如图5所示。
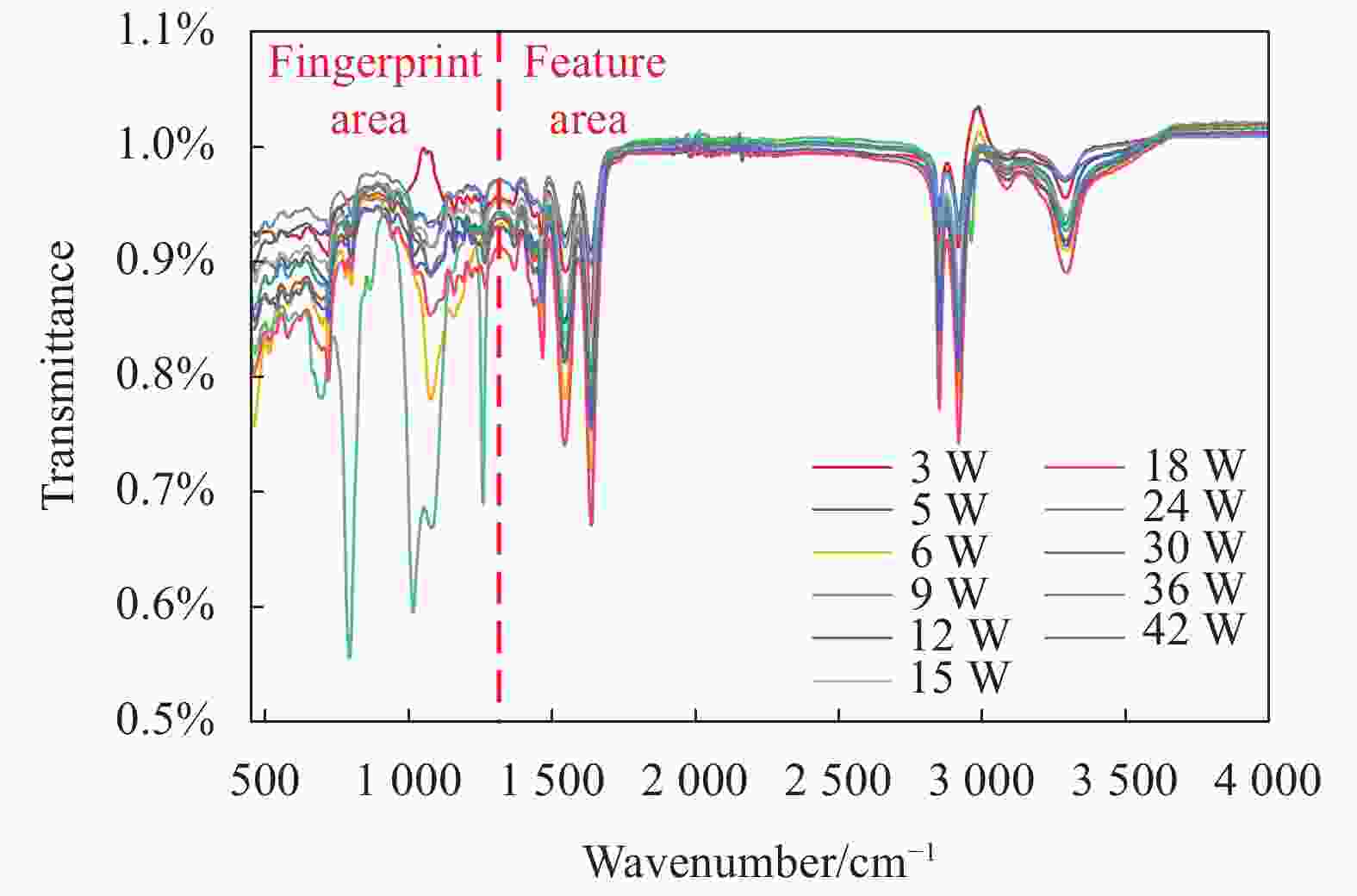
图 5 不同激光功率下烧结件的红外光谱
Figure 5. Infrared spectra of samples with different laser powers
尼龙12的红外吸收光谱主要由酰胺基(-NH-CO-)的振动和亚甲基(-CH2)的振动吸收组成,在1638 cm−1处有酰胺Ⅰ的吸收峰,在1 542 cm−1处有酰胺Ⅱ的吸收峰,在3 300 cm−1处有胺基的伸缩振动吸收峰,在3 070、2 935 cm−1处为亚甲基的伸缩振动吸收峰,1 460 cm−1附近的峰为亚甲基的弯曲变形振动吸收峰,2 860 cm−1为-CH的吸收峰。在1 400~1 500 cm−1区域,有1 440 cm−1和1 470 cm−1两个吸收峰,这两个峰为尼龙12材料的特征峰,表示该材料为尼龙12[14-16]。
当激光功率过高时,尼龙12粉末发生热氧化降解,降解过程中酰胺基断裂较少,主要是碳碳键的断裂,形成的碳自由基进一步与氧反应形成各种含氧基团。氧化分解后的产物主要有己二酸的单乙酯和二乙酯,还有少量的环戊内酯、以内酰胺以及氨基酮酸酯。这说明在发生和尼龙12的N相连的亚甲基上的夺氢反应的同时,也发生了和酰胺基的羰基相连的亚甲基上的夺氢反应。夺氢反应生成的α-羰基酰胺结构造成了成型样品的氧化变色[9]。夺氢反应的化学过程如图6所示。

图 6 尼龙12热氧化分解
Figure 6. Thermal oxidation decomposition of nylon 12
由以上分析可知,当烧结件被施加过高的激光功率导致样品发生热氧化分解时,样品中的亚甲基含量减少。红外光谱图中的透光率与烧结件中化学键的含量成反比,透光率越高,含量越低。但随着激光功率的增加,样品由于Z轴盈余和二次烧结过程导致厚度增加,降低了透光率[8]。因此,必须保证样品在统一基准厚度下定量分析,图7为不同激光功率下烧结件中亚甲基含量的红外光谱。
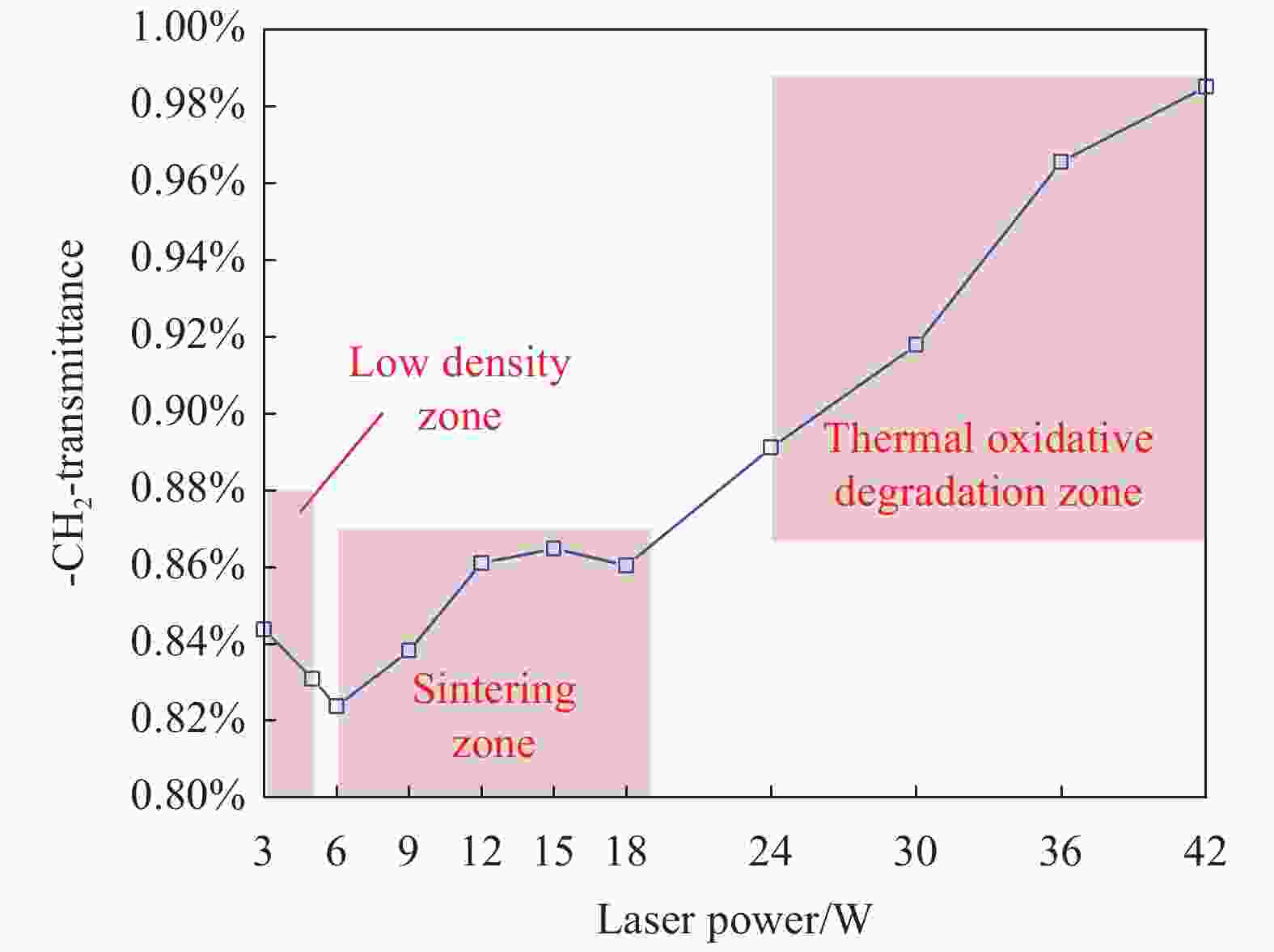
图 7 亚甲基含量随激光功率的变化
Figure 7. Variation of methylene with laser power
由图7可知:
(1)在低密度区和烧结区,成型样品亚甲基的含量变化较小。亚甲基含量的绝对变化量为:
$$\Delta {T_{3{\rm{\sim}}18}}{\rm{ = }}{T_{18 \rm W}} - {T_{3 \rm W}}{\rm{ = }}\left( {{\rm{0}}{\rm{.86}} - 0.842} \right) \times {\rm{100{\text{%}} = 1}}{\rm{.8{\text{%}} }}$$ (2)在热氧化降解区,亚甲基的含量急剧减小,亚甲基含量的绝对变化量为:
$$\Delta {T_{{\rm{18\sim42}}}}{\rm{ = }}{T_{42 \rm W}} - {T_{18 \rm W}}{\rm{ = }}\left( {{\rm{0}}{\rm{.98}} - 0.86} \right) \times {\rm{100{\text{%}} = 12{\text{%}} }}$$ 这表明当激光功率达到24 W时,烧结件的亚甲基发生夺氢反应,即发生热氧化分解。从图4可以看出,当激光功率达到24 W时样品开始变黄。
-
图8为不同激光功率下烧结件的密度。由图8可知,激光功率在3~9 W范围内,烧结件密度随激光功率的增加而急剧增加,当激光功率为9 W时,烧结件密度有最大值1.011 g/cm3,为理论值的99.50%;激光功率在9~24 W范围内,烧结件的密度基本维持不变;激光功率在24~42 W范围内,烧结件的密度随激光功率的增加略微下降。

图 8 激光功率与密度的关系
Figure 8. Relationship between laser power and density
烧结件的密度与尼龙12粉末吸收的能量有关。图9为不同激光功率的烧结件的表面SEM。当激光功率太低时,粉末接受的激光能量较少,烧结效果较差,样品粘结性很差,存在大量的孔隙(图9(a));随着激光能量的增加,颗粒之间由于原子的扩散,间隙逐渐球化,形成烧结颈,密度大幅度提升,形成烧结颈的温度一般在熔点的25%~75%(图9(b)、(c));但随着激光功率的进一步增加,尼龙12粉末发生热氧化分解,样品变黄,生成大量分解产物己二酸单乙酯,己二酸单乙酯的密度为0.980 g/cm3,因此会导致烧结件密度存在略微的下降(图9(d))。由图8可知,热氧化分解下降的最小密度基本等于己二酸单乙酯的密度。
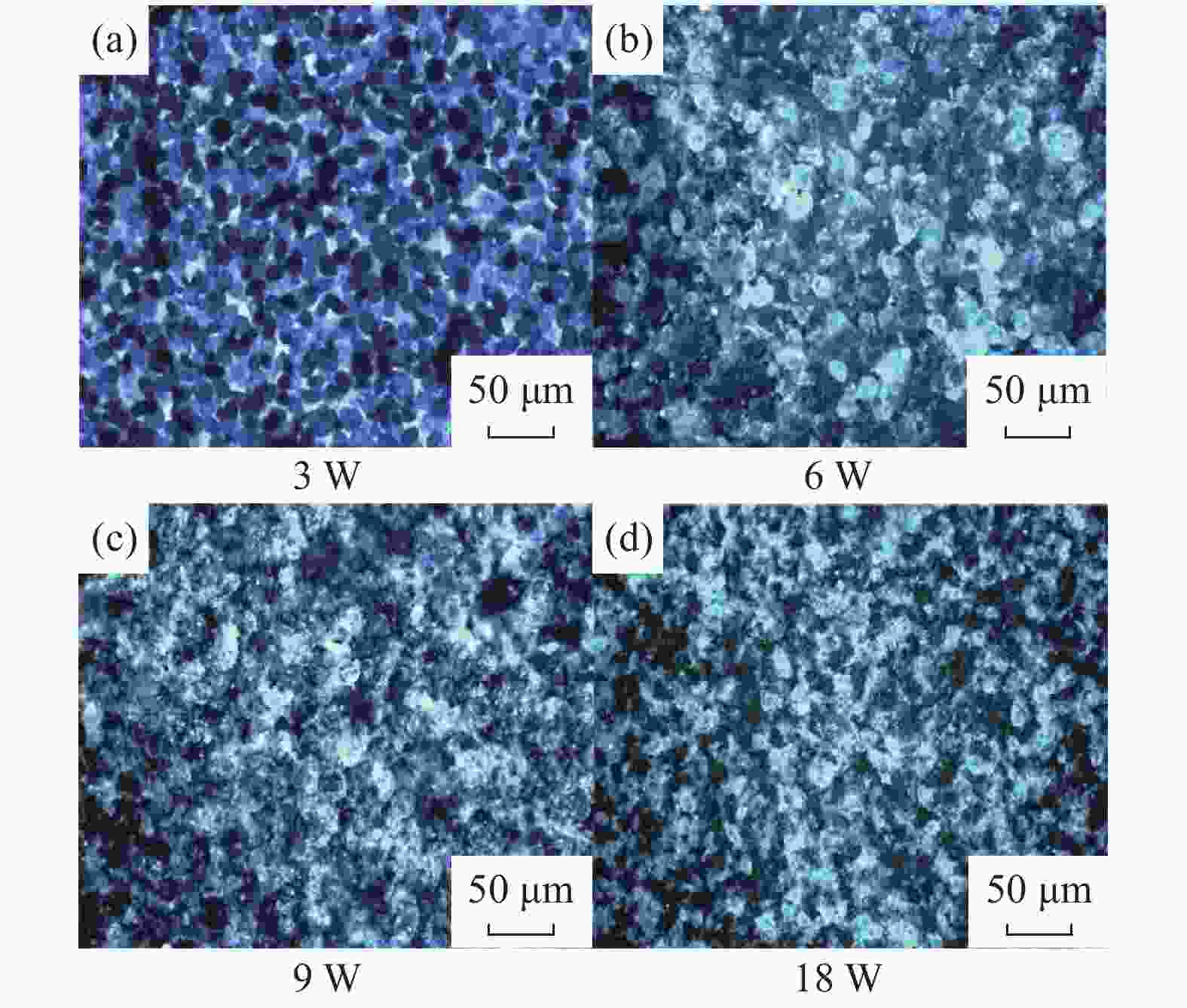
图 9 不同激光功率烧结件表面SEM
Figure 9. Surface SEM of different laser power samples
烧结件的密度ρ与激光功率P的关系为[17]:
$$\rho {\rm{ = }}{C_1} - {C_2}\exp \left( { - KP} \right)$$ 式中:C1、C2、K均为常数。
当激光功率P=0时,成型样品未经过激光烧结,此时的密度为松装密度,即ρ0=C1−C2=0.45 g/cm3;当激光功率P=∞时,不考虑粉末的热氧化降解,成型样品被烧结成理想致密件,此时的密度为尼龙12材料的理论密度,即ρ∞=C1=1.02 g/cm3。
将上式改写为:
$$\rho {\rm{ = }}{\rho _\infty } - \left( {{\rho _\infty } - {\rho _0}} \right){{\rm e}^{ - KP}}$$ 通过数值拟合,得到烧结件密度与激光功率的拟合曲线(图8中红线),表达式为:
$$\rho {\rm{ = }}1.02 - 0.57{{\rm e}^{ - 0.322P}}$$ 由拟合结果可知,实验数据与拟合曲线基本吻合,但在密度的最大值上存在差异,且由于拟合曲线未考虑材料的热氧化分解,因此,当激光功率过大时并无下降趋势。
-
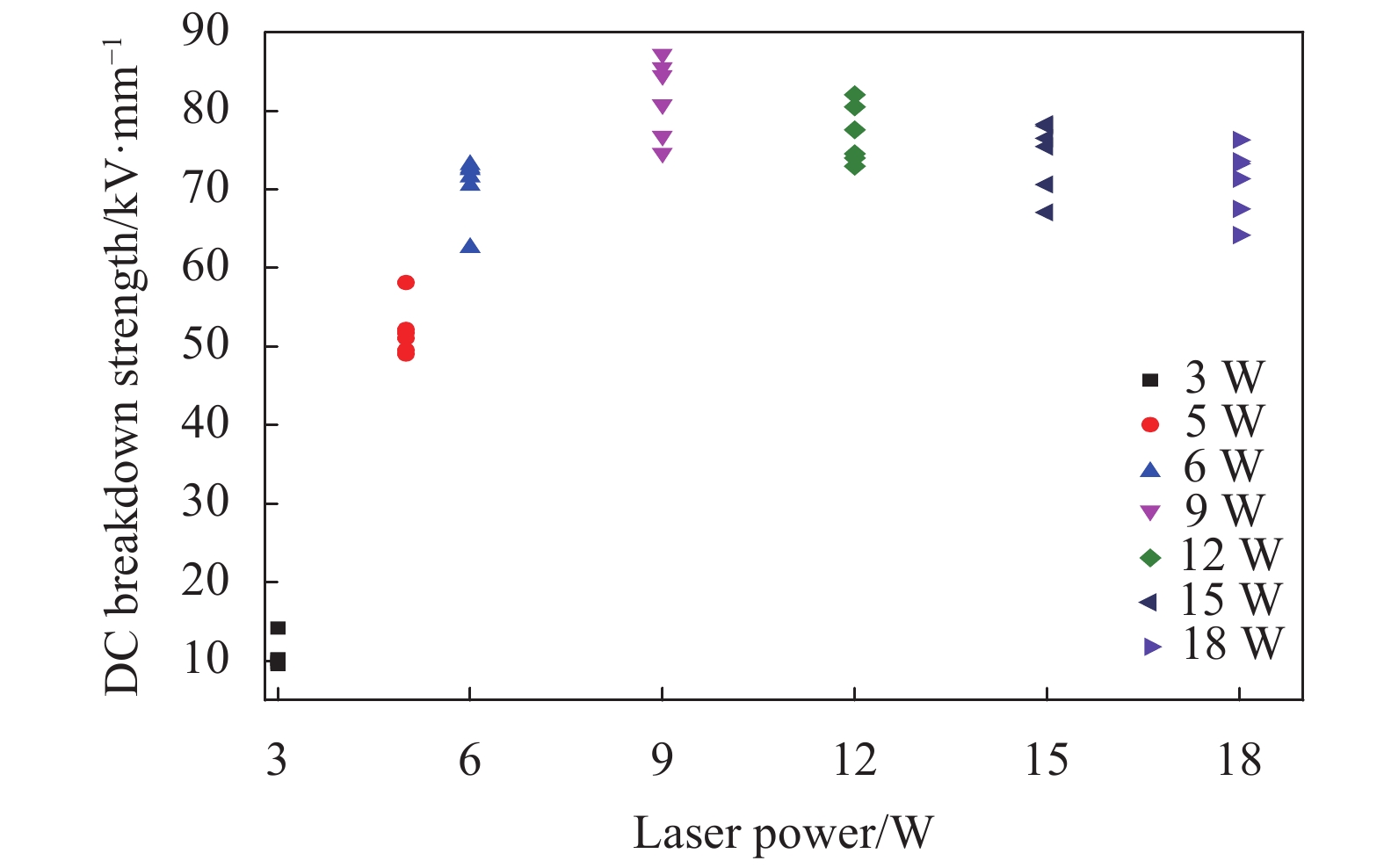
图10为不同激光功率烧结件的直流击穿场强EDC。
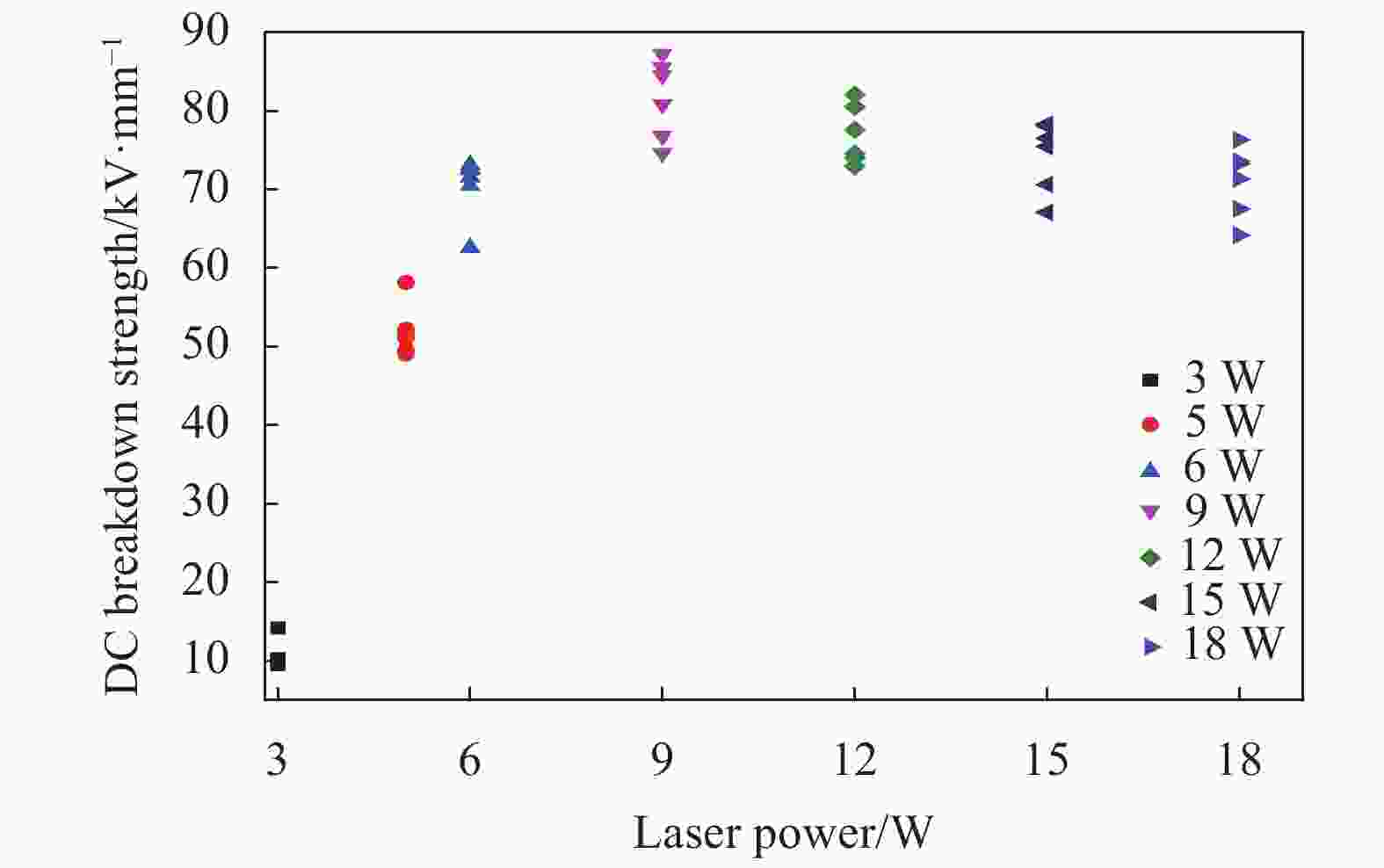
图 10 激光功率与直流击穿场强的关系
Figure 10. Relationship between laser power and DC breakdown strength
由图10可知,激光功率在3~9 W范围内,烧结件的EDC随功率的增加而增加,当激光功率为9 W时,实验测得的EDC最大,为81.57 kV,为理论值的88.67%;激光功率在24~42 W范围内,烧结件的EDC随着激光功率的增加略微下降。
尼龙12分子主链上含有极性酰胺基团,当电压施加到样品两端时,样品发生本征解离,产生导电离子。高聚物在低温区时主要由电子雪崩引起击穿[18]。当激光功率较低时,样品内部孔隙较多,离子发生碰撞电离,且自由行程较长,很容易发生电子崩,导致样品直流击穿电压较低;随着激光功率的增加,大量尼龙12粉末颗粒熔融,分子不断重新排列,孔隙率逐渐降低,导致离子自由行程变短,电场较难将离子加速到产生碰撞电离,因此直流击穿场强大幅度提升;随着激光功率进一步提高,尼龙12粉末发生明显氧化,宏观结构发生明显的变化,超分子结构(氢键)尺寸变化、材料均一性破坏和出现微观裂缝等皆使电子平均自由行程和试样内部局部电场强度增加,导致场强下降。同时,激光功率的增加导致Z轴盈余和二次烧结深度增加,单层的烧结厚度大于设定层厚,样品厚度的增加一方面会导致样品内部缺陷概率提高,另一方面导致热量无法及时消散,产生热击穿,均会导致样品的直流击穿场强降低。
-
图11为不同激光功率烧结件在0.1 Hz下的相对介电常数ε0.1Hz。

图 11 激光功率与相对介电常数的关系
Figure 11. Relationship between laser power and relative permittivity
由图11可知,当激光功率为3 W时,烧结件的相对介电常数较低,为2.8;当激光功率在5~24 W范围时,相对介电常数随着激光功率的增加而减小;当激光功率在24~42 W范围内,相对介电常数随着激光功率的增加而增加。
在0.1 Hz频率下,尼龙12成型样品主要发生界面极化。激光功率为3 W时,大量粉末颗粒未熔融,此时测得的相对介电常数近乎于尼龙12材料的本征相对介电常数;随着激光功率到达5 W后,尼龙粉末开始熔融烧结,此时样品的界面极化占主导地位,随着激光功率的增大,样品的孔隙逐渐减少,界面极化的贡献逐渐降低,样品的相对介电常数逐渐降低;随着激光功率增大到24 W后,样品发生严重热氧化降解,导致样品内部杂质增多,即参与极化的粒子增大,相对介电常数增大[19]。
-
图12为不同激光功率烧结件的体积电导率。
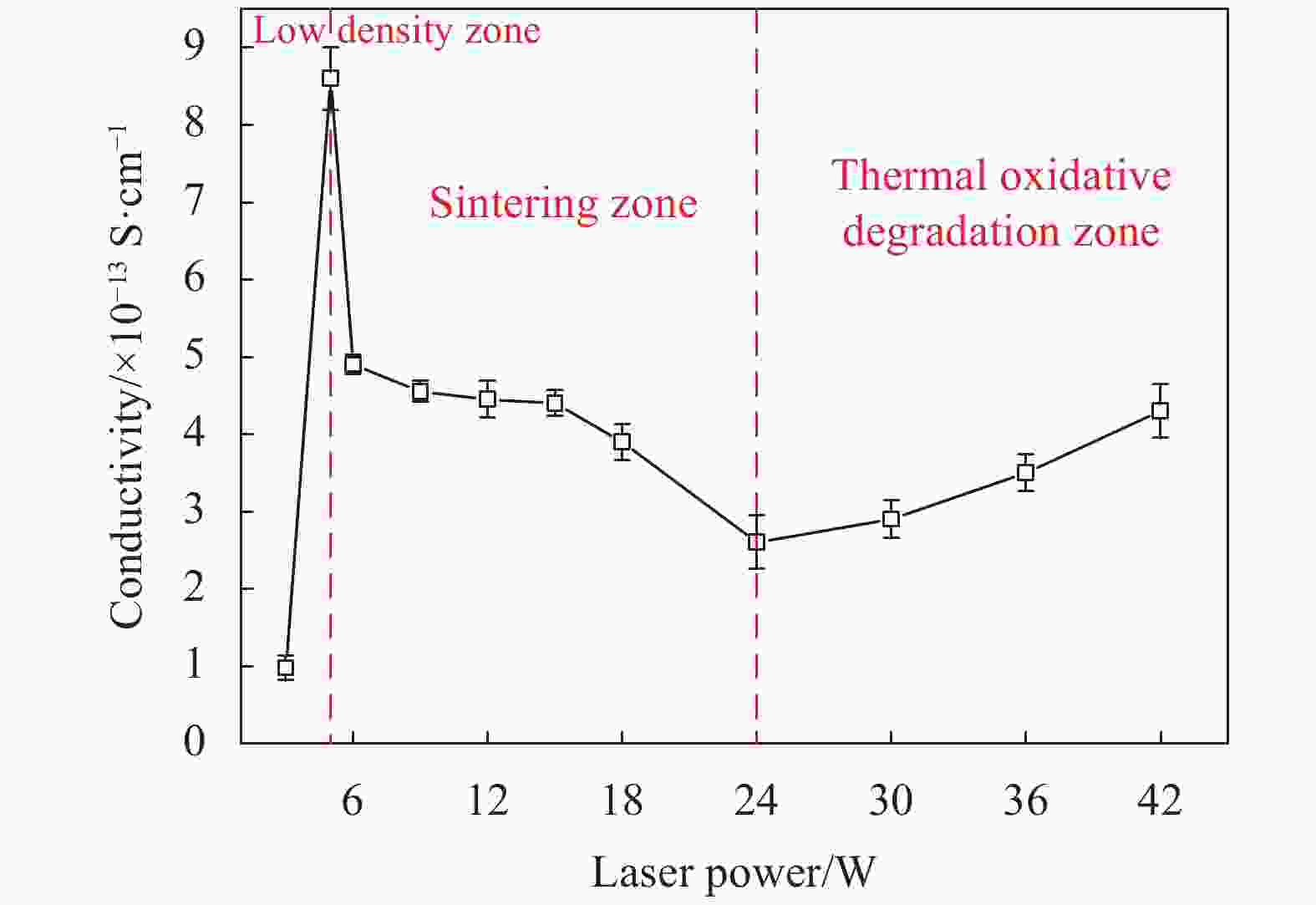
图 12 激光功率与电导率的关系
Figure 12. Relationship between laser power and conductivity
由图12可知,在低密度区(3~5 W),烧结件的电导率随激光功率的增加而增加;在烧结区(6~24 W),烧结件的电导率随激光功率的增加略有下降;在热氧化降解区,烧结件的电导率随激光功率的增加而增加。
电介质导电率的表达式为:
$$\sigma {\rm{ = }}\sum\limits_i {{n_i}{q_i}{\mu _i}} $$ 式中:ni为第i种载流子的浓度;qi为其电荷;μi为其迁移率。
当激光功率很低时,尼龙12样品烧结不完全,存在大量孔隙,载流子来源于孔隙中存在的正、负离子在电场作用下定向迁移,且孔隙中离子浓度相对较大,因此电导率较高。然而,当孔隙率过大(3 W)时,样品的电导率反而下降,这可能与样品微观结构不均匀有关[20];含有氢键的高聚物的离子电导主要由分子离解造成。因此,随着激光功率的增加,孔隙大幅度减少,样品内部的主导载流子由空气中的正负离子转化为尼龙12材料自身分子的离解。尼龙12材料两个相邻酰胺基的自身离解过程如图13所示。

图 13 尼龙12分子的离解
Figure 13. Dissociation of nylon 12
随着激光功率的进一步增加,样品发生氧化分解,产生大量离子,增加了载流子浓度,电导率增加。
-
文中以SLS技术打印成型的尼龙12样品为研究对象,研究了不同激光功率对样品密度、直流击穿场强、相对介电常数以及体积电阻率的影响规律。分析了激光功率过高时尼龙12材料的热氧化降解机理。主要结论如下:
(1)当激光功率达到24 W时,尼龙12中的亚甲基发生夺氢反应,即发生热氧化分解,烧结样品开始变黄。
(2)随着激光功率的增大,尼龙12烧结样品的孔隙逐渐减少,密度逐渐增大;当激光功率为9 W时,样品有最大密度1.011 g/cm3,为理论值的99.50%;随着激光功率的进一步增大,材料发生热氧化降解,导致样品密度反而降低。
(3)激光功率在3~9 W范围内,样品的直流击穿场强随激光功率的增加而大幅度增加,当激光功率为9 W时,直流击穿场强有最大值,为81.57 kV/mm,达到理论值的88.67%;随着激光功率进一步增大,样品的直流击穿场强略微下降。
(4)样品的体积电导率和介电常数均随着激光功率的增大而先减小后增大,这是因为当激光功率较小时,样品的孔隙率较大,当激光功率过大时,样品会发生热氧化降解,两者均会降低样品的绝缘性能。
(5)以样品的物理和绝缘性能为指标,最终得到当扫描速度为3000 mm/s、扫描间距为0.1 mm时,最优的激光功率为9 W。
Effect of laser power on the density and insulation properties of SLS nylon 12
-
摘要: 选择性激光烧结技术(SLS)发展迅速,技术成熟度高,可以打印任意复杂形状的结构,而传统注塑工艺很难制备某些具有复杂结构的绝缘件,因此SLS技术在制作复杂的绝缘结构方面具有显著优势。然而不同的烧结工艺参数对烧结件的性能具有较大影响。研究了不同激光功率下尼龙12烧结件密度和绝缘性能的变化规律及成因。选取不同的激光功率进行测试,以烧结件的密度、击穿场强、电导率和相对介电常数为指标,综合选取最优的激光功率。分析了尼龙12在烧结过程中的热氧化降解机理,烧结件的热氧化降解是导致烧结件性能劣化的主要原因。结果表明:在激光功率变化范围内,烧结件的密度和绝缘性能呈先提升后稳定再劣化的规律;最优的激光功率为9 W,对应的扫描速度为3000 mm/s,扫描间距为0.1 mm,此时尼龙12烧结件的密度为1.0106 g/cm3,直流击穿场强为81.57 kV/mm,电导率为4×10−13 S/cm。Abstract: Selective laser sintering (SLS) technology is developing rapidly and has been highly technology maturation, which can build complex insulation structures. However, it is difficult for traditional injection molding process to make some insulating parts with complex structures. Therefore, SLS technology has significant advantages in the production of complex insulating structures. However, different process parameters have great influence on the properties of samples. The density and insulation properties of nylon 12 samples under different laser powers were studied. Different laser powers were selected and the density, breakdown strength, conductivity and permittivity were taken as experimental indexes to select the optimal laser power. The mechanism of thermal oxidation degradation of nylon 12 was analyzed which resulted in the properties deterioration of samples. The results show that the density and insulation properties of samples are improved, then stabilized and degraded in the range of laser power. The optimal laser power is 9 W, the scanning speed is 3000 mm/s and the scanning spacing is 0.1 mm. The density of samples is 1.0106 g/cm3, the DC breakdown strength is 81.57 kV/mm and the conductivity is 4×10−13 S/cm.
-
Key words:
- SLS /
- laser power /
- thermal oxidative degradation /
- insulation properties /
- density
-
图 10 激光功率与直流击穿场强的关系
Figure 10. Relationship between laser power and DC breakdown strength
图 11 激光功率与相对介电常数的关系
Figure 11. Relationship between laser power and relative permittivity
表 1 尼龙12粉末物理电气性能理论值
Table 1. Theoretical value of physical and electrical properties of nylon 12 powder
Performance Value Melting temperature/℃ 176 Density (23 ℃)/g·cm−3 1.016 Relative permittivity (23 ℃/1 MHz) 2.5 Breakdown strength/kV·mm−1 92  下载: 导出CSV
下载: 导出CSV
表 2 SLS技术工艺参数
Table 2. Technological parameters of SLS
Parameter Value Laser power/W 3-42 Layer thickness/mm 0.1 Scanning speed/mm·s−1 3000 Scanning distance/mm 0.1 Spot radius/mm 0.25
下载: 导出CSV
-
[1] Fei L, Xing N, Sun J. Research on the SLS fast forming technology of automobile parts [J]. Techniques of Automation & Applications, 2018, 37(6): 130-133. (in Chinese) [2] Xia J Q, Wang M J. Study on selective laser sintering molding process parameters [J]. Foundry Technology, 2017, 38(7): 1678-1680. (in Chinese) [3] Shi Y S, Huang S H, Pan C Y. A kind of artificial intelligent method and system for automatic optimization of selective laser sintering process [J]. Mechanical Science and Technology, 2003(2): 259-264. (in Chinese) [4] Kong S X, Xu G S, Ju K L, et al. Optimization of process parameters by multi-index orthogonal experiment in selective laser sintering system [J]. Light Industry Machinery, 2017, 35(1): 30-35. (in Chinese) [5] Zhou W M. Study on parameters optimization of multi index molding process for PS/ABS composite powders based on selective laser sintering [D]. Xi'an: Xi'an University of Science and Technology, 2018. (in Chinese) [6] Xu C. Research on SLS rapid prototyping technology of nylon material [D]. Beijing: China Academy of Engineering Physics, 2005. (in Chinese) [7] Kundera C, Kozior T. Influence of printing parameters on the mechanical properties of polyamide in SLS technology [J]. Tech Trans Mech, 2016(3): 3-7. [8] Yan C Z. Preparation of polymer and its composite powders and their selective laser sintering [D]. Wuhan: Huazhong University of Science and Technology, 2009. (in Chinese) [9] Li R F, Hu X Z. Mechanism of thermo-oxidative degradation of polyamide [J]. Acta Polymerica Sinica, 2000(2): 136-141. (in Chinese) [10] Marco L, Augusto M D. Study of the influence of 3D printing parameters on the mechanical properties of PLA [C]//3rd International Conference on Progress in Additive Manufacturing, 2018. [11] Li Z J. Anisotropy on electrical insulation performance of 3D printed nylon 12 [C]//2017 IEEE Conference on Electrical Insulation and Dielectric Phenomenon, 2017: 42-45. [12] Liu Z, Li W, Zhang L, et al. Simulation design and 3D-printing fabrication of conductivity graded insulator [C]//2017 1st International Conference on Electrical Materials and Power Equipment, IEEE, 2017: 171-174. [13] Liu Z. Topology optimization and 3D-printing fabrication feasibility of high voltage FGM insulator [C]//2016 IEEE International Conference on High Voltage Engineering and Application, 2016: 1-4. [14] Zhu W L. Discrimination of different polyamides by IR [J]. Plastic, 2009, 38(3): 114-117. (in Chinese) [15] Fu Y F, Chen J Q, Zhao H, et al. DC dielectric properties of crosslinking polyethylene grafted chloroacetic acid allyl ester [J]. Transactions of China Electrotechnical Society, 2018, 33(18): 4372-4381. (in Chinese) [16] Wu Z J, Wang C, Zhang M Y. Interface of epoxy resin composites, and its influence on electrical performance [J]. Transactions of China Electrotechnical Society, 2018, 33(16): 3897-3905. (in Chinese) [17] Olakanmi E O, Cochrane R F, Dalgarno K W. A review on selective laser sintering/melting (SLS/SLM) of aluminum alloy powders: processing, microstructure and properties [J]. Progress in Materials Science, 2015, 74: 401-477. [18] Lei Q Q. Structure and Electrical Properties of Polymers [M]. Wuhan: Huazhong University of Science and Technology Press, 1990: 246-269. (in Chinese) [19] Chen Y F, Guo H Y, Chu H Y, et al. Dielectric properties of OMMT/PES/BMI composites [J]. Transactions of China Electrotechnical Society, 2018, 33(11): 2620-2625. (in Chinese) [20] Lei C H, Huang W L, Li S L. Study on relationship between porosity and room temperature conductivity of polypropylene microporous membrane [J]. Plastic Technology, 2010, 38(2): 45-47. (in Chinese) -

 点击查看大图
点击查看大图

计量
- 文章访问数: 327
- HTML全文浏览量: 100
- PDF下载量: 21
- 被引次数: 0







