












-
激光作用在靶材表面,部分激光能量转化为热能,使靶材发生熔融、气化。在自然对流情况下国内外激光对靶材辐照效应方面已有很多的研究[1-5],给出了激光辐照靶材过程中温度场、热应力场的分布、以及靶材穿孔规律。但在实际应用中,靶材表面常存在切向气流。在切向气流作用下,激光辐照靶材穿孔效应与自然对流有很大的不同[6],因而有必要深入研究切向气流的影响,对实际工程应用提供一定的指导。在自然对流、氮气流和空气流作用下进行了激光对金属靶材辐照效应的对比实验[7-9],表明了在空气流下靶材的烧蚀最明显,中心点温度最高,并分析了激光功率密度分布和对流换热对靶材温度场和形变的影响。针对不同气流速度作用下激光对靶材的辐照效应,国内学者进行了相关的数值仿真和实验[10-14],得到了气流对温度场分布和烧蚀效应的影响,发现较低激光功率密度辐照下,切向气流主要通过对流换热来对靶材起冷却作用。美国空军技术学院利用光纤激光器在亚音速气流下对激光辐照涂漆和未涂漆铝进行了穿孔效应的研究[15],而国内在气流对激光辐照金属穿孔效应方面研究尚不系统。近年来,光纤激光器在军事上得到了广泛的应用,高能光纤激光武器将在未来5~10年内得到部署。7075铝合金由于其优越的机械性能和抗腐蚀性,在航空航天上得到广泛的应用,因此系统研究在亚音速气流(Ma=0~0.7)作用下连续激光(λ=1070 nm)辐照7075铝合金的穿孔效应具有重要意义。通过实验数据的分析和对比获得了激光功率密度和气流速度对铝合金温度分布和穿孔效应的影响结果及规律。
-
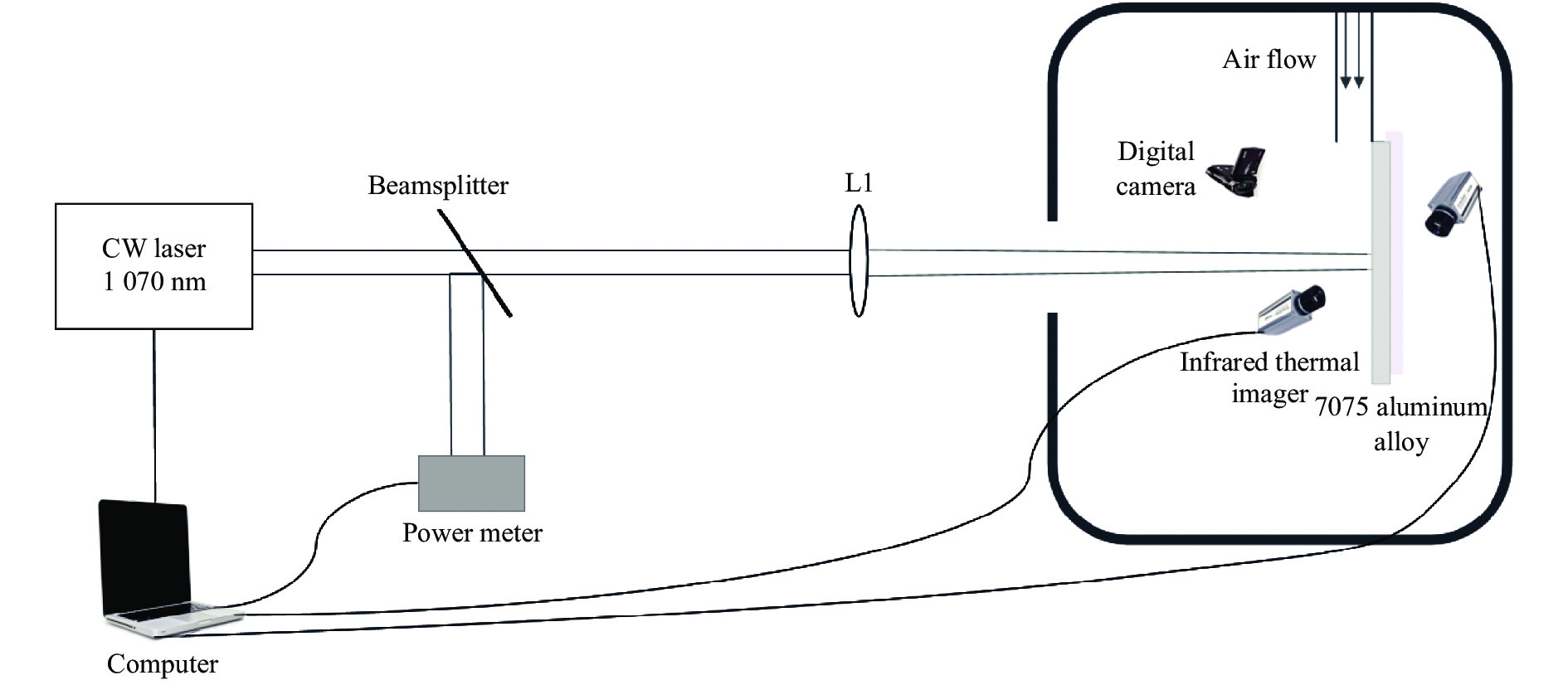
实验装置如图1所示,采用20 kW光纤激光器(λ=1070 nm)可实现0~20 kW的激光输出,激光空间分布呈高斯分布,实验采用光斑直径为2 cm,激光辐照时间为8 s,入射激光功率密度在691~1020 W/cm2之间调节。输出激光束通过平凸透镜L1(f=200 mm),辐照到处于射流气体中的铝合金样品,样品由三维平移台控制。功率计实时记录入射激光功率,通过电脑软件可以调节激光功率大小。用带滤光片的高速摄像机记录激光辐照铝合金前的表面状况。使用巨哥公司生产的红外热像仪记录铝合金前后表面的温度历史,响应时间为6 μm,发射率在0.01~1之间可调,最小的取样间隔为20 nm,温度测量范围为350~3500 ℃。热电偶用耐高温粘合剂附着在铝合金后表面中心点,确定铝合金的真实温升历史,接着用热像仪测量铝合金后表面中心点温度并调节发射率即为铝合金的发射率,热像仪用热电偶定标的发射率为0.07。通过前表面热像仪确定激光出光时刻,后表面热像仪确定铝合金穿孔时刻,利用时间差计算铝合金的穿孔时间。

图 1 实验装置图
Figure 1. Diagram of experimental device
如图2所示,采用的铝合金样品尺寸为10 cm×10 cm×1 mm,空气压缩机和气流喷嘴提供切向气流,支架将铝合金样品前表面与喷嘴口保持平行并且紧贴前表面,喷嘴口中心同铝合金中心平齐,在激光辐照区域产生较为稳定的切向气流。

图 2 铝板模型
Figure 2. Aluminum plate model
根据实验光路、装置介绍实验方案:如表1所示,对1~30号样品按顺序依次进行在0.6 Ma气流速度下激光功率密度(691、751、834、892、951、1020 W/cm2)对铝合金穿孔效应影响的研究;对31~70号样品按顺序依次进行在691 W/cm2激光功率密度下0~0.7 Ma气流速度对铝合金穿孔效应影响的研究。根据红外热像仪记录的铝合金表面温度历史,分析气流速度与激光功率密度对铝合金中心点和穿孔点温度场分布的影响及铝合金表面形貌的变化。每组进行五次重复实验以保证实验结果的准确性。
表 1 实验参数:激光功率密度和气流速度
Table 1. Experimental parameters: Laser power density and airflow velocity
Type of material Sample number Laser power density/W·cm−2 Air velocity/Ma 7075 aluminum alloy 1-5 691 0.6 6-10 751 11-15 834 16-20 892 21-25 951 26-30 1020 7075 aluminum alloy 31-35 691 0 36-40 0.1 41-45 0.2 46-50 0.3 51-55 0.4 56~60 0.5 61-65 0.6 66-70 0.7 -
基于上述实验方案,开展了激光功率密度和气流速度对铝合金穿孔效应影响的实验。由于铝合金在气流作用下穿孔过程基本相同,首先进行切向气流作用下铝合金穿孔过程分析。其次,考察0.6 Ma气流速度下激光功率密度对穿孔过程影响。最后分析在691 W/cm2激光功率密度下气流速度对铝合金穿孔过程的影响。对铝合金的穿孔过程中的中心点温度、穿孔点温度、穿孔时间、穿孔孔径和表面形貌变化等随激光功率密度和气流速度的变化规律进行研究。
-
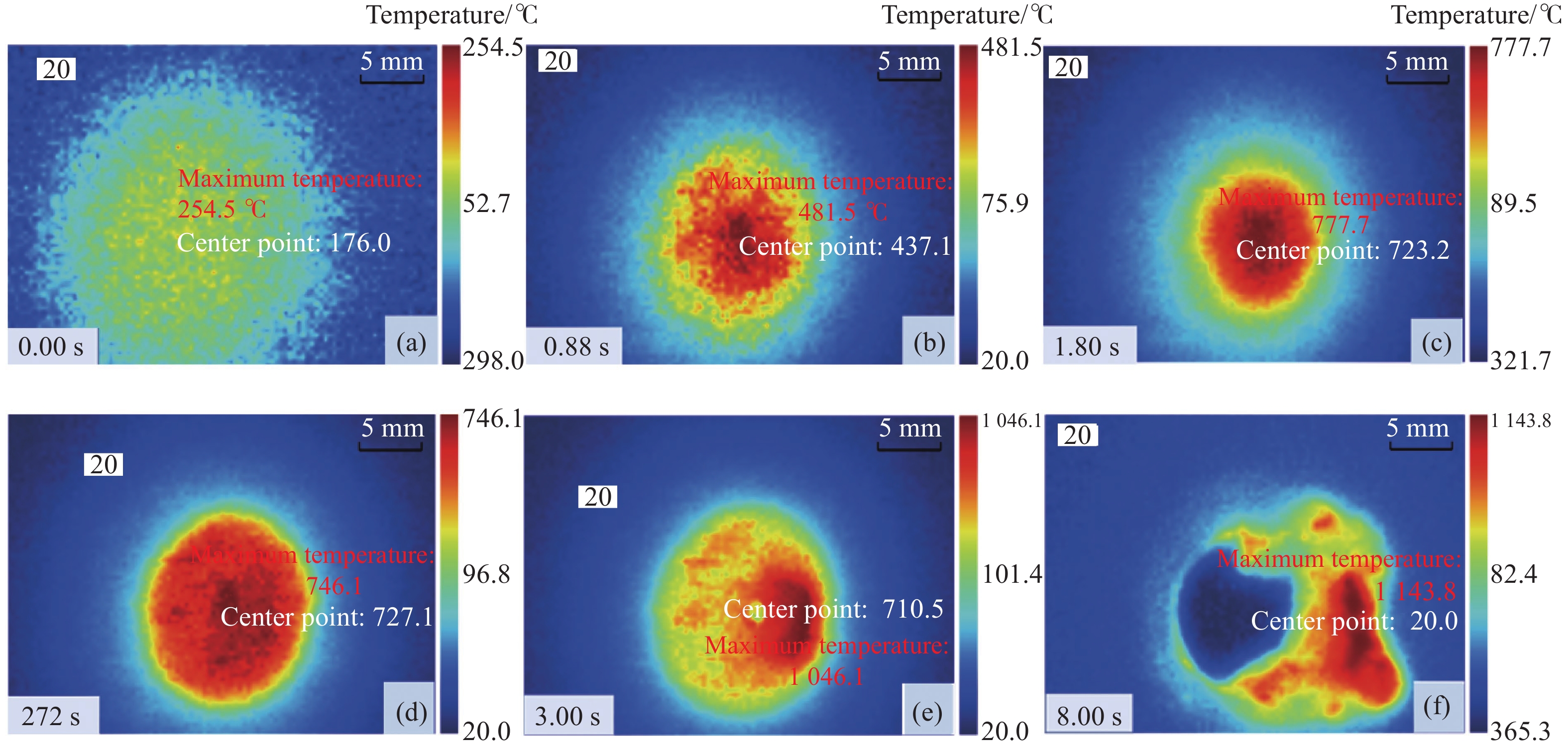
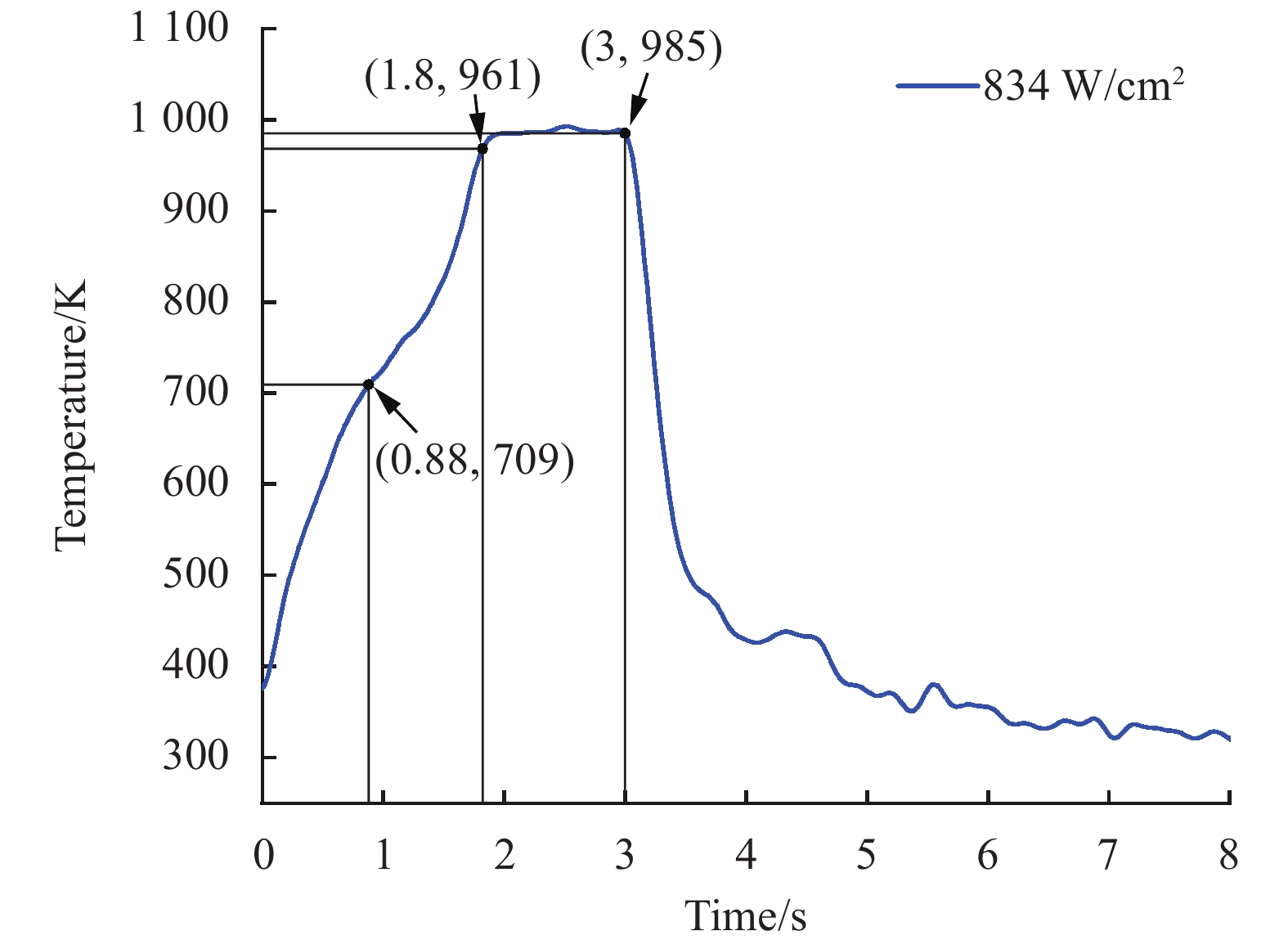
图3~5为流速0.6 Ma、功率密度834 W/cm2激光作用下不同时刻铝合金的前表面形貌、前表面温度分布及光斑中心的温度温升曲线。由图5可知:在0.88 s时,出现温升速率减小拐点,此时温度为709 K,未达到铝合金熔点933 K,这可能由于铝合金发生了固体阶段的相变,需要吸收一定能量,所以温升变慢,同时表面出现了明显的凸起形变,这是由于温升热膨胀导致热应力增大,相变导致铝合金力学性能显著下降,当热应力超过铝合金屈服强度时,材料发生塑性形变,产生了凸起变形。随后温升速率再次增大,这是由于随着表面塑性形变区域增大以及表面温度的继续升高,材料的吸收系数不断增大导致。随着激光作用,温度继续不断上升,在1.8 s时,铝合金达到熔点933 K,表面发生熔融,当铝合金的温度达到熔点后,其值将随着激光的继续辐照而保持相对稳定的状态温度并在980 K附近震荡,出现平台。这主要是因为铝合金进入熔融阶段后,一方面由于较高的熔融潜热,铝合金为了温升需要吸收大量的能量;另一方面由于气流所产生对流的存在以及热辐射带走了部分能量。最终激光入射的能量与损失的能量达到相对的平衡,形成了稳态。由于流速较大,发生熔融部分迅速被剥离冷凝使激光继续与内部材料作用。利用热像仪拍摄的光斑结合激光的实际出光功率,可得铝合金表面的激光光束呈高斯分布,中心点激光功率密度最高,随着后续激光的不断辐照,前表面不断后退直至铝合金发生熔穿(穿孔时间为3 s)。激光继续作用,穿孔孔径不断扩大。

图 3 0.6 Ma气流作用下,激光功率密度为834 W/cm2不同时刻铝合金的表面形貌
Figure 3. Surface morphology of aluminum alloy at different laser power density of 834 W/cm2 under 0.6 Ma airflow

图 4 0.6 Ma气流作用下,激光功率密度为834 W/cm2不同时刻热像仪的铝合金表面温度分布
Figure 4. Surface temperature distribution of aluminum alloy by thermal imager at different times and laser power density of 834 W/cm2 under 0.6 Ma airflow

图 5 0.6 Ma气流作用下,激光功率密度为834 W/cm2时铝合金中心点温升历程
Figure 5. Temperature rise process at the center point of aluminum alloy under the action of airflow at 0.6 Ma and laser power density of 834 W/cm2
-
图6为气流速度0.6 Ma、激光功率密度分别为691、751、834、892、951、1020 W/cm2铝合金中心点的温升曲线,随着功率密度的增大,铝合金的中心点温升速率不断增加,到达熔融平台所需时间更少,熔融平台维持的时间更短,意味着穿孔所需时间更少。温升最大值也依次增大,分别为958.2、966.6、984.6、1001.88、1113.3、1127.7 K。均达到了7075铝合金的熔点(933 K),但都未超过沸点(2338 K)。此外,入射激光的高功率密度相较于低功率密度而言,温升速度较快且最终表面的熔融层所达到的平衡温度也较高。特别的,入射激光功率密度为951、1020 W/cm2时,从图中可以看到在稳态过后出现了明显的短暂温升的现象,这是因为随着烧蚀时间的推移,达到熔融平衡之后随着熔融物的移除,靶材厚度不断减小,大量的激光能量累积在铝合金表面,当功率增大到一定程度,使得原有的平衡状态被打破,在穿孔前一段时间出现短暂温升。

图 6 0.6 Ma气流下,不同功率密度的激光辐照下铝合金中心温升历程
Figure 6. Temperature rise history of aluminum alloy center under laser irradiation with different power densities under 0.6 Ma airflow
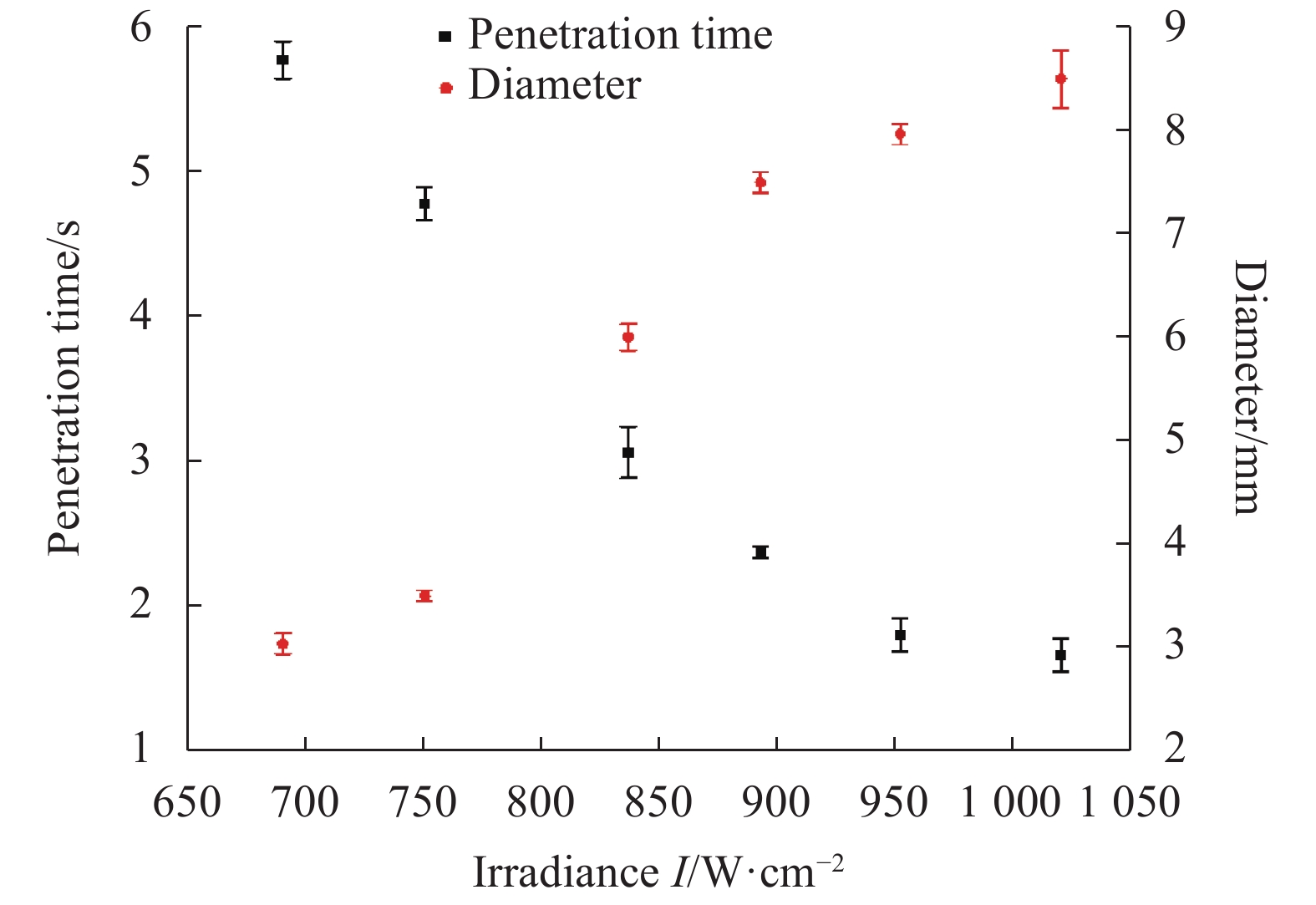
如图7所示,在相同气流速度,上述六种激光功率密度作用下得到的穿孔形貌。由于靶材表面温度并未达到沸点,所以不存在反冲压力,熔融物的移除是由于熔融层的表面张力、重力、气流与铝合金之间的摩擦力和气流的正压力的共同作用。随着液态金属不断地剥离熔池表面,最终形成穿孔。如图8所示,在691 W/cm2时,穿孔时间为(5.67±0.13) s,751 W/cm2时为(4.78±0.11) s,834 W/cm2时为(3.06±0.17) s,892 W/cm2时为(2.37±0.04) s,951 W/cm2时,穿孔时间为(1.8±0.11) s,1020 W/cm2时为(1.66±0.11) s。穿孔时间随着激光功率密度的增加呈指数减小,这是因为对于穿孔时间来讲,随着入射的激光功率密度的增加,铝合金的热影响区会逐渐增大,对流散热效应越明显,所以穿孔速率有所下降。孔径增大速率随着激光功率密度的增加呈指数减小,这是因为随着功率的增加铝合金的穿孔区域逐渐变大,激光穿过孔没有耦合到铝合金的激光能量就越多,所以孔径增大速率减小。由于对流的冷却作用,使得熔融物快速的冷凝,从图中可以看到,被移除的熔融物集中在气流的下游区域。

图 7 0.6 Ma气流作用下 7075铝合金的烧蚀形貌
Figure 7. Ablation morphology of 7075 aluminum alloy under 0.6 Ma airflow

图 8 0.6 Ma气流作用下,不同激光功率密度辐照铝合金的穿孔时间和孔径大小
Figure 8. Perforation time and pore size of aluminum alloy irradiated by different laser power densities under 0.6 Ma airflow
-
如图9所示,7075铝合金在流速0~0.7 Ma,激光功率密度为691 W/cm2所得的不同流速对穿孔时间的影响。不同流速所对应的穿孔时间曲线可分为0~0.1 Ma、0.1~0.3 Ma、0.3~0.5 Ma和0.5~0.7 Ma四个阶段来讨论。

图 9 在691 W/cm2激光功率密度作用下,不同流速对穿孔时间的影响
Figure 9. Effect of different flow rates on perforation time under the action of 691 W/cm2 laser power density
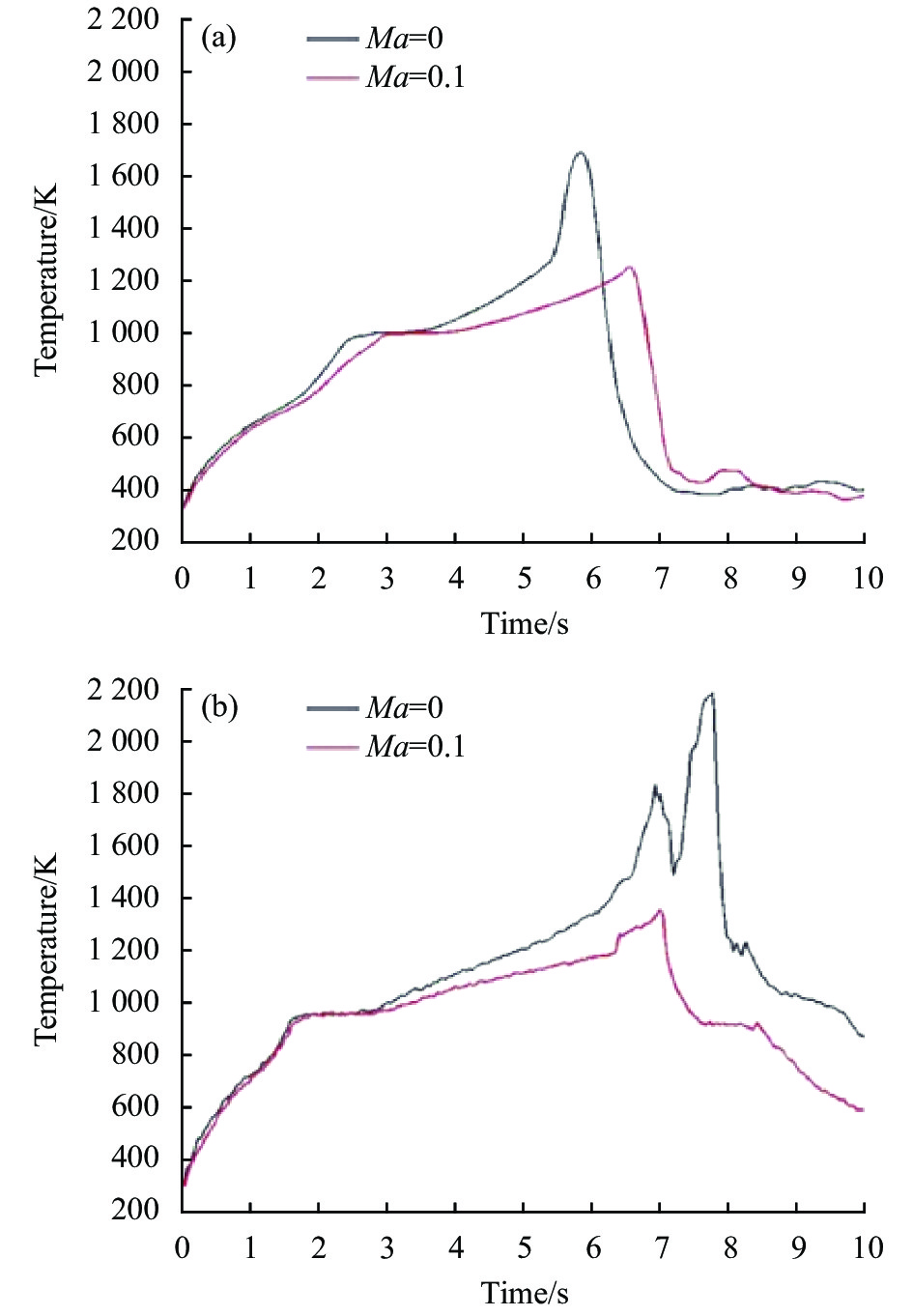
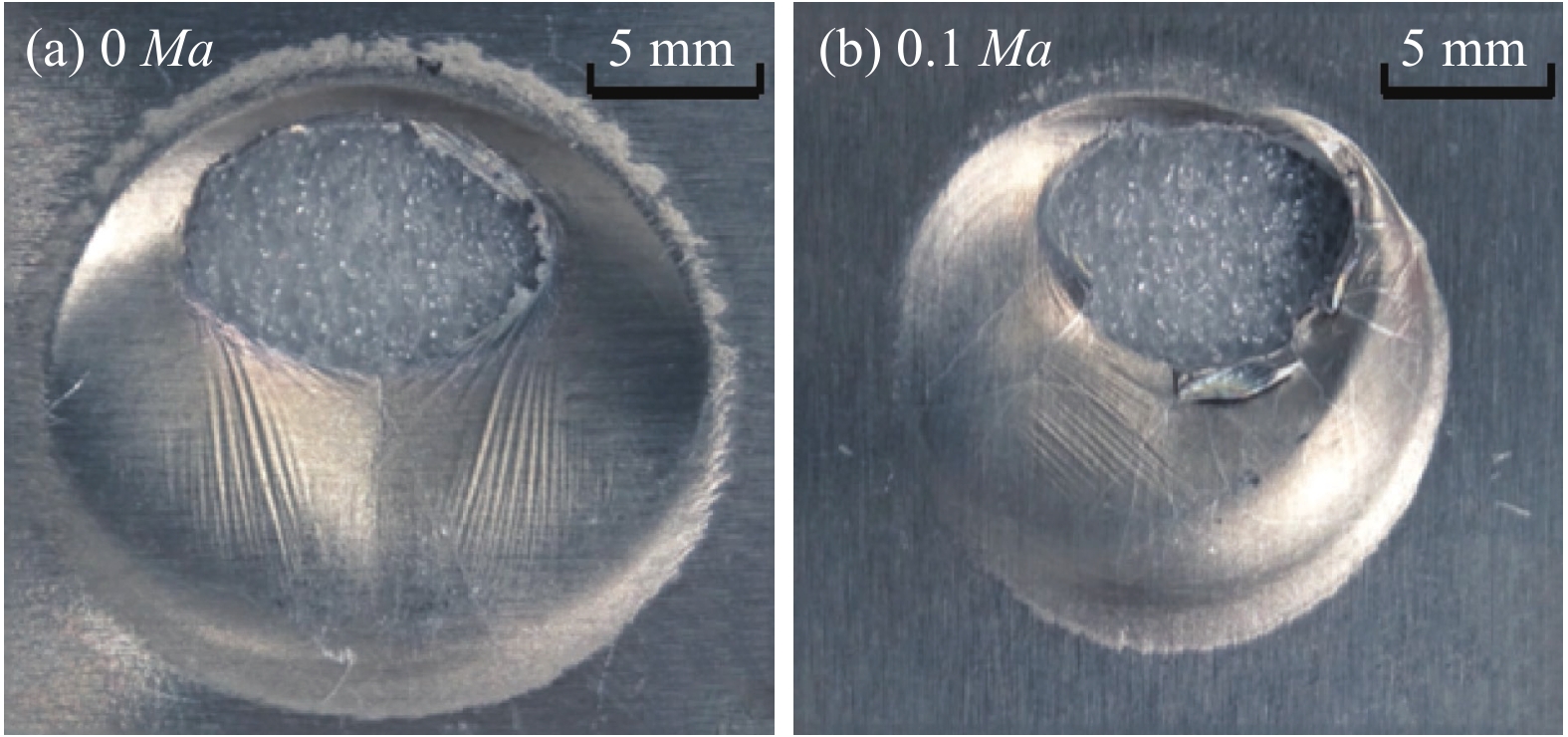
第一阶段为0~0.1 Ma,由图10(a)可知,0 Ma的穿孔时间(5.08±0.36) s,表面熔融时间为2.7 s左右;0.1 Ma的穿孔时间是(6.99±0.34) s,表面熔融时间为2.9 s左右。如图11所示,在无切向气流作用时,激光辐照铝合金表面的形貌,由于受重力的作用,熔融物向下移动,靶材上部的熔融物逐渐变薄,直至熔穿,所以最先穿孔点位于中心点上方。在0.1 Ma时,熔融物向气流方向移动产生很小的偏移,最先穿孔点同样位于中心点上方。这是因为在气流的作用下,熔融物的移动除受重力外,还受到气流与铝合金之间摩擦力和正压力影响,但气流速度较小,气动摩擦力小于熔融铝合金的表面张力,气流对熔融物的移除效果并不显著,重力对熔融物的移除起主要作用。从热像仪穿孔点的温度曲线来看,气流的另一作用是对流换热,对铝合金在激光辐照的过程中起冷却效应,所以到达熔点之后0.1 Ma的温升相比于0 Ma时更慢,且到达的最高温度相较于0 Ma低400 K左右。流速较小和气流的冷却作用这两方面共同导致0.1 Ma的穿孔时间增加了37.6%。

图 10 激光功率密度 691 W/cm2时,0 Ma和0.1 Ma最先穿孔点(a)和中心点(b)温升曲线
Figure 10. Temperature rise curves at first perforation point (a) and center point (b) at 0 Ma and 0.1 Ma at laser power density 691 W/cm2

图 11 691 W/cm2激光辐照7075铝合金烧蚀形貌
Figure 11. 691 W/cm2 laser irradiation ablation morphology of 7075 aluminum alloy
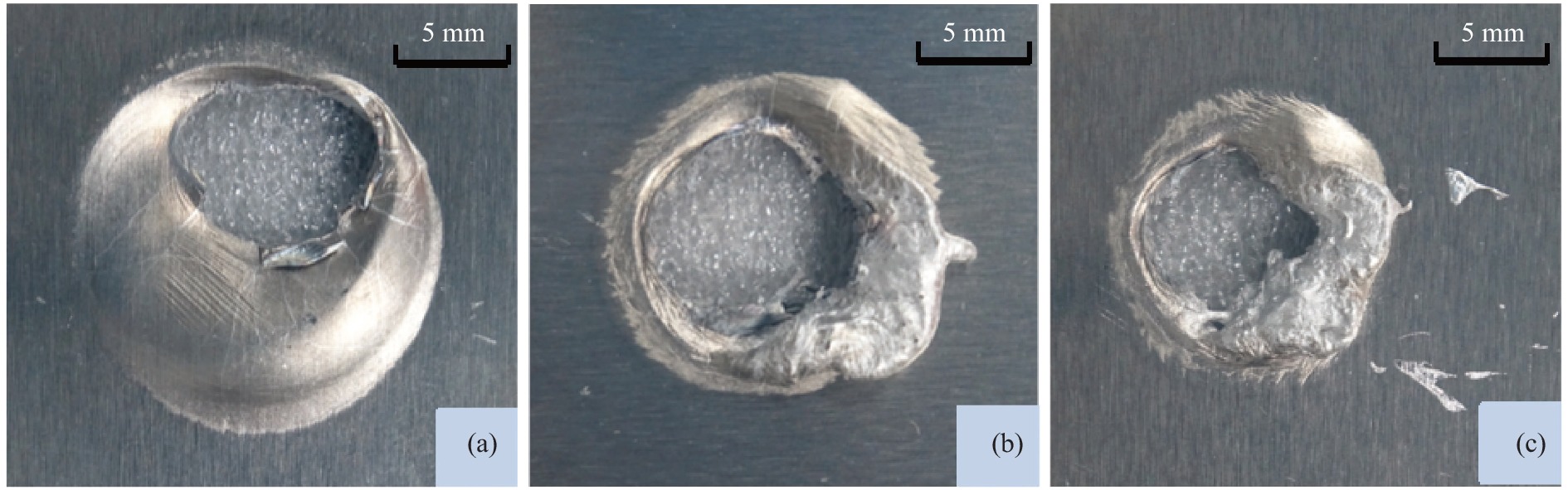
第二阶段为0.1~0.3 Ma,由图12可知:0.1 Ma的穿孔时间是(6.99±0.34) s,表面熔融时间为2.9 s左右;0.2 Ma的穿孔时间是(3.92±0.26) s,表面熔融时间为0.9 s左右;0.3 Ma的穿孔时间是(3.20±0.21) s,表面熔融时间为0.5 s左右。铝合金的穿孔时间随气流速度增大而减小。在0.1~0.2 Ma的阶段穿孔时间减少43.9%,这是因为气流速度的增大,气流所产生的摩擦力足以克服表面张力,对熔融物的移除作用超过重力。由图13可知:在0.2 Ma之后穿孔点变为光斑的中心点,熔融物快速剥离表面并被移除到气流的下游区域,移除的熔融物并未发生喷溅,而是紧贴铝合金的表面,穿孔时间减小主要是气动摩擦力加速熔融移出熔融区造成的。在0.2~0.3 Ma的阶段时间减少18.3%。图12为热像仪记录的不同时刻铝合金的二维温度分布图,0.2~0.3 Ma随着气流速度增大气流冷却作用更加明显,最高温相差700 K左右,其穿孔速率减小。

图 12 激光功率密度 691 W/cm2时,0.1 Ma、 0.2 Ma和0.3 Ma的中心点温升曲线
Figure 12. Central temperature rise curves at 0.1 Ma, 0.2 Ma and 0.3 Ma at 691 W/cm2 laser power density

图 13 激光功率密度 691 W/cm2时,激光辐照7075铝合金。(a) 0.1 Ma烧蚀形貌;(b) 0.2 Ma烧蚀形貌 ;(c) 0.3 Ma烧蚀形貌
Figure 13. Laser irradiation of 7075 aluminum alloy at 691 W/cm2 laser power density. (a) Ablation morphology at 0.1 Ma; (b) Ablation morphology at 0.2 Ma; (c) Ablation morphology at 0.3 Ma
第三阶段为0.3~0.5 Ma。由图14可知:0.3 Ma的穿孔时间是(3.20±0.21) s;0.4 Ma的穿孔时间是(4.23±0.67) s;0.5 Ma的穿孔时间是(3.52±0.32) s;0.3~0.5 Ma的表面熔融时间均小于0.5 s。如图15所示,随着气流速度的增加,冷却效应有所增强,热影响区范围略微缩小,使得温升小幅度减缓。由于气流速度大使得熔融物快速被移除,表面熔融时间变化幅度减小,使得冷却效应跟熔融物移除处于基本平衡的状态,所以穿孔时间处于很小的波动范围内,位于3.2~4.2 s之间。

图 14 激光功率密度 691 W/cm2时,0.3 Ma、0.4 Ma和0.5 Ma的中心点温升曲线
Figure 14. Temperature rise curves at the center of 0.3 Ma, 0.4 Ma and 0.5 Ma at 691 W/cm2 laser power density

图 15 激光功率密度691 W/cm2时,激光辐照7075铝合金。(a) 0.3 Ma烧蚀形貌;(b) 0.4 Ma烧蚀形貌;(c) 0.5 Ma烧蚀形貌
Figure 15. Laser irradiation of 7075 aluminum alloy at 691 W/cm2 laser power density. (a) 0.3 Ma ablation morphology; (b) 0.4 Ma ablation morphology; (c) 0.5 Ma ablation morphology
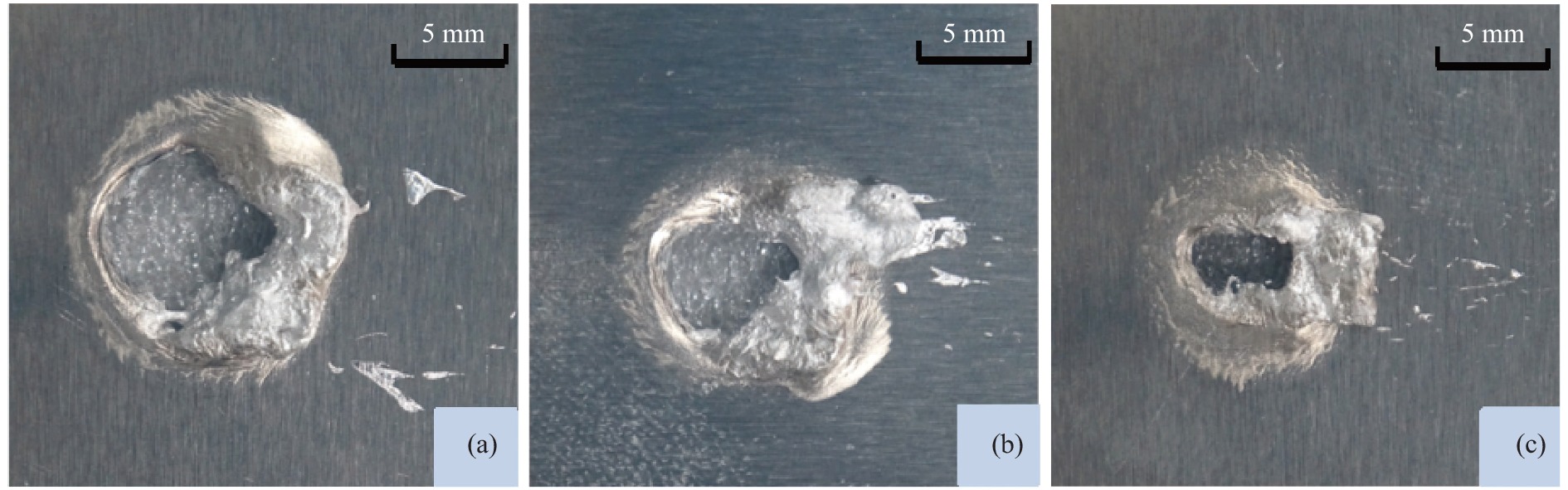
第四阶段为0.5~0.7 Ma。由图16可知:0.5 Ma的穿孔时间是(3.52±0.32) s,0.6 Ma的穿孔时间是(5.67±0.07) s,表面熔融时间均小于0.5 s。在691 W/cm2激光功率密度作用下,0.7 Ma时铝合金表面只是呈现熔融状态,由于气流速度不断增大,所产生的对流以及热辐射带走了大量的能量,中心点的最高温度在熔点附近,7075铝合金在0.7 Ma时并未发生熔穿。如图17所示,在0.5~0.6 Ma,随着气流速度的继续增大,冷却效应开始占据主导地位,温升进一步减慢。这是因为熔融物移除过程中,虽然气流与铝合金之间的摩擦力和正压力足够大,但是由于气流的冷却效应明显,使得熔融物在移除过程中快速冷却很难移除到热影响区外。致使穿孔时间出现显著的增长,穿孔时间增加了61.1%。

图 16 激光功率密度691 W/cm2时,0.5 Ma、0.6 Ma和0.7 Ma的中心点温升曲线
Figure 16. Central temperature rise curves at 0.5 Ma, 0.6 Ma and 0.7 Ma at 691 W/cm2 laser power density
7075铝合金在气流速度为0~0.7 Ma,光斑直径为2 cm,功率密度为691 W/cm2,激光作用时间为8 s的情况下,0.1 Ma为铝合金穿孔时间的第一个转折点,在0.1 Ma附近存在0~0.7 Ma的最长穿孔时间。0.3 Ma为铝合金穿孔时间的第二个转折点,在0.3 Ma附近存在0~0.7 Ma的最短穿孔时间。在0.5 Ma附近为铝合金穿孔时间的第三个转折点,随气流速度的增大穿孔时间增加,并在0.6 Ma的穿孔时间与没有气流作用的穿孔时间大致相等。铝合金穿孔时间总体呈先增大后减小至平稳之后再增大的趋势。

图 17 激光功率密度691 W/cm2时,激光辐照7075铝合金。(a) 0.5 Ma烧蚀形貌;(b) 0.6 Ma烧蚀形貌;(c) 0.7 Ma烧蚀形貌
Figure 17. Laser irradiation of 7075 aluminum alloy at 691 W/cm2 laser power density. (a) Ablation morphology at 0.5 Ma; (b) Ablation morphology at 0.6 Ma; (c) Ablation morphology at 0.7 Ma
-
针对亚声速气流和激光共同作用下的7075铝合金穿孔效应,通过实验测试获得了激光功率密度、亚音速气流对铝合金温度分布和穿孔效应的影响。结果表明,在691~1020 W/cm2激光功率密度辐照下,铝合金的穿孔时间位于3~9 s,穿孔时间随着激光功率的增加呈现指数的减小;铝合金的热影响区会逐渐增大,对流散热效应越明显,穿孔速率有所下降。当改变气流速度时,穿孔时间是液态金属迁移和对流散热两种机制竞争的结果,穿孔时间随流速的增大呈现先增加后减少平稳之后在增加的过程。研究结果可为建立相应数学物理模型提供依据,以此预测不同环境下各种金属靶板被破坏所需的激光阈值,进而为评估动态环境下激光毁伤金属材料提供支撑。由于实验材料有限,主要针对厚度为1 mm的铝合金进行了连续激光辐照穿孔效应研究。今后应在条件允许的情况下,进行激光辐照不同厚度以及涂漆铝合金等穿孔效应实验,更全面研究铝合金穿孔效应的影响因素。
Perforation effect of CW laser irradiation on aluminum alloy under subsonic flow
-
摘要: 不同气流速度作用下激光辐照靶材的穿孔效应不同。实验研究了亚音速气流(0~0.7 Ma)环境下,1 070 nm连续激光辐照7075铝合金的穿孔效应。对铝合金中心点温度历史、穿孔时间、穿孔孔径以及表面形貌变化进行了分析,结果表明:在相同气流速度下,随着入射激光功率密度的增加,铝合金表面温升速度加快且最终熔融层所达到的平衡温度增大;铝合金的穿孔时间呈指数减小;孔径增大速率呈指数减小。在相同激光功率密度下,随着气流速度的增加,铝合金穿孔时间总体呈先增大后减小至平稳之后再增大的趋势;熔融物移除速度和气流的冷却作用这两方面共同导致在0.1 Ma附近出现最长穿孔时间,在0.3 Ma附近出现最短穿孔时间,0.6 Ma的穿孔时间与0 Ma的穿孔时间大致相等在5.5 s左右;随着气流速度增大冷却效应增强,在0.7 Ma之后铝合金并未出现穿孔。对流冷却导致熔融物快速冷凝,被移除的熔融物集中在气流的下游区域。Abstract: The perforation effect of laser irradiated target is different under different airflow velocity. The perforation effect of 7075 aluminum alloy irradiated by 1070 nm CW laser under subsonic airflow(0-0.7 Ma) was experimentally studied. The temperature history, perforation time, perforation aperture and surface morphology of the center point of the aluminum alloy were analyzed. The results show that under the same airflow velocity, with the increase of the incident laser power density, the temperature rise rate of the aluminum alloy surface increases and the equilibrium temperature of the final melting layer increases. The perforation time of aluminum alloy decreases exponentially; the increase rate of pore size decreases exponentially. At the same laser power density, with the increase of airflow velocity, the perforation time of aluminum alloy increases first and then decreases to a stable and then increases. Both the removal rate of melt and the cooling effect of airflow lead to the longest perforation time near 0.1 Ma and the shortest perforation time near 0.3 Ma. The perforation time of 0.6 Ma is roughly equal to that of 0 Ma about 5.5 s. With the increase of airflow velocity, the cooling effect increases, and there is no perforation in the aluminum alloy after 0.7 Ma. Convection cooling leads to rapid condensation of the melt, and the removed melt concentrates in the downstream area of the airflow.
-
Key words:
- CW laser /
- subsonic flow /
- temperature field /
- perforation effect
-
图 3 0.6 Ma气流作用下,激光功率密度为834 W/cm2不同时刻铝合金的表面形貌
Figure 3. Surface morphology of aluminum alloy at different laser power density of 834 W/cm2 under 0.6 Ma airflow
图 4 0.6 Ma气流作用下,激光功率密度为834 W/cm2不同时刻热像仪的铝合金表面温度分布
Figure 4. Surface temperature distribution of aluminum alloy by thermal imager at different times and laser power density of 834 W/cm2 under 0.6 Ma airflow
图 5 0.6 Ma气流作用下,激光功率密度为834 W/cm2时铝合金中心点温升历程
Figure 5. Temperature rise process at the center point of aluminum alloy under the action of airflow at 0.6 Ma and laser power density of 834 W/cm2
图 6 0.6 Ma气流下,不同功率密度的激光辐照下铝合金中心温升历程
Figure 6. Temperature rise history of aluminum alloy center under laser irradiation with different power densities under 0.6 Ma airflow
图 7 0.6 Ma气流作用下 7075铝合金的烧蚀形貌
Figure 7. Ablation morphology of 7075 aluminum alloy under 0.6 Ma airflow
图 8 0.6 Ma气流作用下,不同激光功率密度辐照铝合金的穿孔时间和孔径大小
Figure 8. Perforation time and pore size of aluminum alloy irradiated by different laser power densities under 0.6 Ma airflow
图 9 在691 W/cm2激光功率密度作用下,不同流速对穿孔时间的影响
Figure 9. Effect of different flow rates on perforation time under the action of 691 W/cm2 laser power density
图 10 激光功率密度 691 W/cm2时,0 Ma和0.1 Ma最先穿孔点(a)和中心点(b)温升曲线
Figure 10. Temperature rise curves at first perforation point (a) and center point (b) at 0 Ma and 0.1 Ma at laser power density 691 W/cm2
图 11 691 W/cm2激光辐照7075铝合金烧蚀形貌
Figure 11. 691 W/cm2 laser irradiation ablation morphology of 7075 aluminum alloy
图 12 激光功率密度 691 W/cm2时,0.1 Ma、 0.2 Ma和0.3 Ma的中心点温升曲线
Figure 12. Central temperature rise curves at 0.1 Ma, 0.2 Ma and 0.3 Ma at 691 W/cm2 laser power density
图 13 激光功率密度 691 W/cm2时,激光辐照7075铝合金。(a) 0.1 Ma烧蚀形貌;(b) 0.2 Ma烧蚀形貌 ;(c) 0.3 Ma烧蚀形貌
Figure 13. Laser irradiation of 7075 aluminum alloy at 691 W/cm2 laser power density. (a) Ablation morphology at 0.1 Ma; (b) Ablation morphology at 0.2 Ma; (c) Ablation morphology at 0.3 Ma
图 14 激光功率密度 691 W/cm2时,0.3 Ma、0.4 Ma和0.5 Ma的中心点温升曲线
Figure 14. Temperature rise curves at the center of 0.3 Ma, 0.4 Ma and 0.5 Ma at 691 W/cm2 laser power density
图 15 激光功率密度691 W/cm2时,激光辐照7075铝合金。(a) 0.3 Ma烧蚀形貌;(b) 0.4 Ma烧蚀形貌;(c) 0.5 Ma烧蚀形貌
Figure 15. Laser irradiation of 7075 aluminum alloy at 691 W/cm2 laser power density. (a) 0.3 Ma ablation morphology; (b) 0.4 Ma ablation morphology; (c) 0.5 Ma ablation morphology
图 16 激光功率密度691 W/cm2时,0.5 Ma、0.6 Ma和0.7 Ma的中心点温升曲线
Figure 16. Central temperature rise curves at 0.5 Ma, 0.6 Ma and 0.7 Ma at 691 W/cm2 laser power density
图 17 激光功率密度691 W/cm2时,激光辐照7075铝合金。(a) 0.5 Ma烧蚀形貌;(b) 0.6 Ma烧蚀形貌;(c) 0.7 Ma烧蚀形貌
Figure 17. Laser irradiation of 7075 aluminum alloy at 691 W/cm2 laser power density. (a) Ablation morphology at 0.5 Ma; (b) Ablation morphology at 0.6 Ma; (c) Ablation morphology at 0.7 Ma
表 1 实验参数:激光功率密度和气流速度
Table 1. Experimental parameters: Laser power density and airflow velocity
Type of material Sample number Laser power density/W·cm−2 Air velocity/Ma 7075 aluminum alloy 1-5 691 0.6 6-10 751 11-15 834 16-20 892 21-25 951 26-30 1020 7075 aluminum alloy 31-35 691 0 36-40 0.1 41-45 0.2 46-50 0.3 51-55 0.4 56~60 0.5 61-65 0.6 66-70 0.7  下载: 导出CSV
下载: 导出CSV
-
[1] 袁永华, 刘常龄, 王春彦等. 连续YAG激光辐照涂层45~#钢的温升和升温率研究[J]. 强激光与粒子束, 1998, 10(3): 61-64. Yuan Y H, Liu C L, Wang C Y, et al. Analysis on temperature rise and its rate of coated 45# steel irradiated by CW-YAG laser [J]. High Power Laser and Particle Beams, 1998, 10(3): 61-64. (in Chinese) [2] Khan O U, Yilbas B. Laser heating of sheet metal and thermal stress development. [J]. Journal of Materials Processing Technology, 2004, 155: 2045-2050. [3] 秦渊, 毕娟, 倪晓武等. 毫秒激光金属打孔的解析和实验[J]. 光学精密工程, 2011, 19(2): 340-347. doi: 10.3788/OPE.20111902.0340 Qin Y, Bi J, Ni X W, et al. Analysis and experiment on millisecond pulsed laser drilling of metals [J]. Optics and Precision Engineering, 2011, 19(2): 340-347. (in Chinese) doi: 10.3788/OPE.20111902.0340 [4] Li C, Gao X, Anliang Y Z, et al. Thermal properties of aluminum target irradiated by combined CW/pulsed laser beam [J]. Journal of Changchun University of Science and Technology(Natural Science Edition), 2018, 41(2): 1-6. (in Chinese) [5] Li M Y, Ye J J, Yu C H, et al. Experimental study on propulsive performance of typical metal ablated by nanosecond pulse width laser [J]. Infrared and Laser Engineering, 2012, 49(S2): 20200086. (in Chinese) doi: 10.3788/IRLA20200086 [6] 焦路光, 赵国民, 江厚满. 切向气流作用下激光对典型金属靶的辐照效应[J]. 中国光学, 2011, 4(1): 77-81. doi: 10.3969/j.issn.2095-1531.2011.01.012 Jiao L G, Zhao G M, Jiang H M. Irradiation effects of laser on typical metal targets under tangential airflow [J]. Chinese Optics, 2011, 4(1): 77-81. (in Chinese) doi: 10.3969/j.issn.2095-1531.2011.01.012 [7] 郑艳丽, 杜太焦, 束庆邦等. 不同气流环境下激光辐照金属材料温升的数值模拟[J]. 强激光与粒子束, 2010, 22(11): 2531-2534. doi: 10.3788/HPLPB20102211.2531 Zheng Y L, Du T J, Shu Q B, et al. Numerical simulation of thermal effect on metal irradiated by high-power laser beam in different airflow [J]. High Power Laser and Particle Beams, 2010, 22(11): 2531-2534. (in Chinese) doi: 10.3788/HPLPB20102211.2531 [8] 袁春. 不同气流环境下DF激光对45~#钢靶的辐照效应研究[D]. 国防科学技术大学, 2011. Yuan C. The 45# Steel interaction with the DF laser beam in different gas flow[D]. Changsha: National University of Defense Technology, 2011. (in Chinese) [9] 李君神, 赵国民, 焦路光等. 切向气流作用下激光对薄铝板辐照效应的初步研究[J]. 红外与激光工程, 2013, 42(11): 2962-2966. doi: 10.3969/j.issn.1007-2276.2013.11.017 Li J S, Zhao G M, Jiao G L, et al. Preliminary study on effects of laser irradiation on thin aluminum alloy sheet in tangential flow [J]. Infrared and Laser Engineering, 2013, 42(11): 2962-2966. (in Chinese) doi: 10.3969/j.issn.1007-2276.2013.11.017 [10] 蒙文, 张文杰, 李云霞等. 切向气流作用下激光辐照对尼龙材料的热烧蚀规律[J]. 光学精密工程, 2017, 25(2): 351-357. doi: 10.3788/OPE.20172502.0351 Meng W, Zhang W J, Li Y X, et al. Thermal ablation law of laser irradiation on nylon materials under tangential airflow [J]. Optics and Precision Engineering, 2017, 25(2): 351-357. (in Chinese) doi: 10.3788/OPE.20172502.0351 [11] Amara E H, Kheloufi K, Tamsaout T, et al. Numerical investigations on high-power laser cutting of metals [J]. Applied Physics A, 2015, 119(4): 1245-1260. doi: 10.1007/s00339-015-9154-8 [12] 张东来, 宋雄杰, 丁磊等. 切向气流下激光对旋转靶热烧蚀的数值模拟[J]. 激光与红外, 2017, 47(3): 261-266. doi: 10.3969/j.issn.1001-5078.2017.03.001 Zhang D L, Song X J, Ding L, et al. Simulation of thermal ablation of rolling target irradiated by laser under tangential air flow [J]. Laser & Infrared, 2017, 47(3): 261-266. (in Chinese) doi: 10.3969/j.issn.1001-5078.2017.03.001 [13] 刘峰, 彭国良, 杜太焦等. 切向气流对激光加热金属板非熔化穿孔效应的影响[J]. 中国光学, 2013, 6(3): 332-342. doi: 10.3788/co.20130603.0332 Liu F, Peng G L, Du T J. Influence of tangential airflows on burn-througheffect with no-melting of metal heated by laser [J]. Chinese Optics, 2013, 6(3): 332-342. (in Chinese) doi: 10.3788/co.20130603.0332 [14] 张黎, 张永强, 贺佳等. 高速气流作用下能量加载金属蜂窝板数值模拟[J]. 强激光与粒子束, 2017, 29(7): 28-32. Zhang L, Zhang Y Q, He J, et al. Numerical simulation of metallic honeycomb plates with energy addition in high velocity flow [J]. High Power Laser and Particle Beams, 2017, 29(7): 28-32. (in Chinese) [15] Baumann S M, Hurst B E, Marciniak M A, et al. Fiber laser heating and penetration of aluminum in shear flow [J]. Optical Engineering, 2014, 53(12): 122510. doi: 10.1117/1.OE.53.12.122510 -

 点击查看大图
点击查看大图
计量
- 文章访问数: 260
- HTML全文浏览量: 118
- PDF下载量: 38
- 被引次数: 0

