







-
三维(3D)打印技术正在改变我们在宏观层面进行设计和生产的方式[1-3],可以简单、高效地实现几乎任意几何构型的生产,比如为航空工业和汽车工业制造的零件,以及为生物领域制造的仿生器官等等[1-4]。和传统生产方案相比,3D打印技术在应对现代各行业对于特殊结构定制的需求具有更强的灵活性。如今光电子学、微流控、微机械和生物仿生等领域都在向微型化、多功能化、集成化的趋势发展,3D打印技术也另辟蹊径,成为各种微纳结构制备的有力工具[1-8]。当前针对高分子材料和复合材料的3D打印技术已趋于成熟,现有的 3D 打印技术可实现了宏观尺度任意复杂三维结构的高效制造[9-18]。但是,针对微纳米尺度的复杂金属结构的3D打印技术还面临着诸多技术障碍。然而,这些复杂金属微结构对于一些特别的功能来说又是不可或缺的,例如在细胞培养等研究工作中对金属支架的尺寸、粗糙度有较高的需求;在一些芯片上实现电路互联时需要在微纳尺度上制造出具有导电性的复杂结构等[19-23]。需要说明的是,虽然人们已经进行了大量的研究来开发针对金属材料的增材制造工艺,并逐渐形成了一系列拥有不同应用场景的金属增材制造技术,其中许多技术在今天已经商业化,如激光束和电子束选择性熔覆技术等。通常利用金属粉末和添加剂混合采用选择性熔融的方法固化实现三维金属制造[24-28],但是上述宏观激光加工的方法由于受到热扩散的影响,存在难以避免的精度缺陷,很难直接实现高分辨率高光滑度的3D金属微打印。针对上述问题,人们开始研究各种微米甚至亚微米尺度的3D金属微打印技术,并提出了基于不同原理的微纳尺度3D金属增材打印方法[17-25]。在众多方法中,激光辅助增材打印三维金属微结构具有非接触、无掩模、加工灵活性高的特殊优势。
文中首先介绍一些代表性的激光辅助3D金属微打印的基本原理、技术优势及典型应用。这些代表性技术中除了使用激光辐照在固体、液体介质中直接实现三维金属增材微打印外,对激光3D增材成型的微纳结构进行后续金属化也是一种实现三维金属微打印的具有应用前景的策略,比如通过化学镀对双光子聚合制备的聚合物结构进行金属化[9-18]。其次,针对高表面光滑度、高熔点、高电导率的三维金属微打印存在的挑战,介绍通过飞秒激光制备玻璃微通道模具法辅助三维金属微打印的技术。最后对各种代表性的激光辅助3D金属微打印技术进行对比分析,对未来的研究方向和发展前景进行展望。
-
随着激光技术的快速发展,激光3D打印已经成为了微纳制造行业的热门新星。研究人员将激光打印技术和3D微纳金属结构的制造工艺结合,提出了多种激光辅助3D金属增材打印技术,这里将重点介绍五种代表性的技术:激光诱导前向转移、飞秒激光诱导光还原、激光微烧结技术、双光子聚合微纳结构的3D金属化和激光辅助电泳沉积。
-
激光诱导前向转移(Laser-Induced Forward Transfer,LIFT)是一种通过激光烧蚀实现材料转移的技术,在1986年被提出并用于2D金属结构制备[29],而最近人们发现了这种技术对3D金属结构的增材加工能力,其原理示意图如图1(a)所示[30]。聚焦的激光脉冲被载体上的料源——金属薄膜吸收,引起焦点处的金属薄膜熔化以及低熔点的载体(例如苏打石灰玻璃)蒸发[31]。由于载体-金属薄膜界面上存在压力,融化的液态金属液滴喷射到载体下方的基底上。图1(b)显示液态金属液滴和基底撞击后迅速冷却凝固,形成单个沉积斑点。在这个过程中需要不断平移载体,使得未被转移的金属薄膜不断出现在激光辐照区域以补充料源,形成下一个金属液滴。通过适当移动基底可以使液滴堆叠起来,从而实现三维金属结构的打印。

图 1 激光诱导前向转移。(a) LIFT原理示意图[30];(b) 铜金属液滴在低喷射速度(上)和高喷射速度(下)的情况下的沉积效果不同[31];(c) 热诱导喷嘴的示意图和SEM图[33];(d) 通过LIFT制造的金字母结构的SEM图,高度约32 μm[30];(e) 内层为金螺旋、外层为铜金属牺牲性支撑材料的结构,高度约48 μm[30];(f) 通过化学刻蚀去除支撑性材料后剩下的完整Au螺旋线的SEM图[30];(g) 铜金属沉积物横截面上的缝隙[33];(h) LDT原理示意图,通过光阑对激光束进行整形[41];(i) 使用方形截面激光束辐照银纳米颗粒溶剂制备出方形单体,同时移动基底实现方形单体的堆积[42];(j) 在不同温度下退火,单体的表面形态[43-45]
Figure 1. Laser-Induced Forward Transfer (LIFT). (a)Schematic of LIFT setup[30]; (b) Solidified copper droplets for low (top) and high (bottom) ejection speeds, showing a different impact and solidification behavior[31]; (c) Schematic and SEM image of the donor film after the formation of a thermally induced nozzle[33]; (d) SEM image of a Au structure fabricated via LIFT- the logo of the authors’ institution (UT)[30]; (e) Schematic and process of LIFT-printing a complex structure[30]; (f) SEM image of structures deposited via LIFT showing a Au helix[30]; (g) FIB cross-section of a copper structure fabricated with LIFT[33]; (h) Schematic of laser decal transfer (LDT) setup; the shape of the laser beam determines the shape of the transferred voxels[41]; (i) A stack of square voxels of silver paste fabricated by LDT[42]; (j) Surface structure of the transferred silver paste after various annealing steps[43-45]
一般来说,单个液滴的直径可在亚微米范围内[32],但滴落在基底上产生的精度损失导致实际沉积直径变宽。激光的单脉冲能量是影响液滴喷射和滴落精度的关键参数,它取决于金属薄膜料源的厚度[33]。如果单脉冲能量过低,液滴将无法喷射;如果单脉冲能量恰好位于阈值附近时,由于材料供应不均匀,通常会导致喷射角度不稳定;如果单脉冲能量过大,则会同时产生多个液滴,引起不稳定的喷射。研究发现,只有单脉冲能量超过阈值,并且稳定在足以产生热诱导喷嘴(Thermally Induced Nozzle,TIN)的能量区间[34],才能实现稳定的金属液滴喷射。在这个能量区间内,辐照引起的热扩散长度小于料源的厚度,金属薄膜在厚度方向上并不是整体液化,熔化的物质是以波的形式逐渐从界面过渡到薄膜表面,其波前与表面交集时,表面破裂形成一个小于实际液滴直径的热诱导喷嘴,液态金属通过这个喷嘴喷射出来。图1(c)显示了喷嘴的几何示意图和扫描电镜图像。在TIN形成的条件下,即使料源和基底之间的距离达到1000 μm,仍然可以实现稳定的金属转移[33]。而金属转移的沉积速度则由液滴喷射频率和液滴体积决定,喷射频率又受到料源补充速度的限制[34]。LIFT系统喷射速率约为200 Hz,可以实现每秒几十微米的
z向增长率[34]。 实验中,载体和基底都安装在xyz三维位移台上,如图1(a)所示[30],激光透过载体(载玻片)从背面辐照金属薄膜料源[34-35]。料源和基底的间距需要使用测距仪精确控制,通常限制在10~200 μm之间,这个距离如果太大,难以对液滴进行精确定位[33]。由于金属薄膜与基底之间的间距非常小,基底必须是平坦的,除此之外还需要考虑金属液滴的粘附问题,所以选择使用基底时,非贵金属基底表面的氧化物需要去除,塑料或陶瓷基底表面需要进行粗糙化处理,或者也可以直接选用金属粘附层[33]。值得说明的是,具有良好导热性的基底可以避免金属液滴飞溅。LIFT适用于垂直沉积物的制备和逐层制造,沉积物的表面粗糙度介于0.5~2 μm之间[35]。图1(d)展示的是用该方法制备的金属字母结构[30]。
通过LIFT很难直接制备出真正意义上的悬空结构或空心结构,主要原因在于金属液滴的垂直冲击会使得悬空结构难以稳定成形。针对这个问题,人们提出了通过额外的牺牲性支撑材料来克服金属液滴垂直冲击造成的工艺限制,这些支撑材料将在后期处理中被去除[35]。图1(e)所示是通过LIFT加工得到内层为金螺旋线、外层为铜支撑材料的复合金属结构,然后经化学刻蚀,去除外层的铜支撑材料,获得如图1(f)所示的金螺旋线[30]。对于尺寸约为10 μm的复杂结构,特征尺寸最小可以达到约4~5个液滴宽度,
z向最小精度约为1 μm[30]。 通常来说,这些沉积物的内部结构大多是致密的。然而,由于加工过程中单个金属液滴是按顺序凝固的,所以液滴和液滴之间的孔洞和间隙很难完全消除,如图1(G)所示,沉积物中间通常会存在一些缝隙[33]。此外,由于撞击发生时液滴快速降温,沉积物内部会产生机械应力。上述缝隙和机械应力等因素会导致材料粘附性差。
目前研究结果表明,金属铝[36]、铜[34-36]、金[30, 33-34]及其合金[31]都可适用于LIFT的3D增材打印,而金属银、铬、锗、镍、钯、铂、锡、钛、钒、钨、锌、锗/硒以及各种氧化物和聚合物也被用于LIFT的2D结构制造[37-40]。需要注意的是,尽管激光诱导前向转移制备的结构具有较高纯度,但金属液滴的氧化难免会引入氧化物杂质[34, 36, 41]。相关研究结果表明,在惰性氩气中进行加工制备,可以使铜镀层的电阻率从体电阻率的22倍降低到12倍[34]。
除了上述金属薄膜体系之外,还可以用厚度为数百纳米至十几微米的纳米颗粒溶剂作为料源[41-42],并在光路中加入特定形状的光阑对激光光束进行整形,实现激光诱导特定形状的溶剂蒸发,从而产生特定形状的喷射单体,这种技术也被称为激光贴花转移(Laser Decal Transfer,LDT)[42],原理示意图如图1(h)所示。这种方法获得单体可以比金属薄膜融化产生的液滴大很多,通过逐层扫描,将溶剂料源以单体的形式进行堆积,目前人们已经实现了对单体形状的定制化制备[42-43]。如图1(i)所示的由方形单体堆积而成的金字塔结构。这种方法使用的料源为一种高浓度银纳米粒子的悬浮液,制备方法是将小于 10 nm的银纳米颗粒溶在有机溶剂中,溶剂喷射所需的压力是由溶剂快速蒸发提供的。
需要指出的是,使用金属纳米颗粒溶液作为料源,需要将料源和基底之间的距离控制得更小。这是因为扁平的片状单体在喷射过程中容易变形[41]。此外,溶液料源还需要两步必要的样品处理:首先在沉积之前,金属纳米颗粒溶液需要一个可控的静置过程[42];其次此法制造的结构需要经过退火处理进一步提高性能。如图1(j)所示,退火后金属纳米颗粒变粗,沉积物变得更加紧实,使得金属结构的导电性和机械性能更加稳定[43-45]。
-
飞秒激光辐照光敏金属盐溶液可以在焦点处诱导光化学还原(Femtosecond Laser-Induced Photoreduction,简称FLIP),原理示意图如图2(a)所示。这是一个双光子吸收过程[46],溶液中的基态电子吸收的两个光子后跃迁至激发态,这些处于激发态的电子向周围的金属离子转移,金属离子捕获电子还原为0价金属原子,在溶液中析出沉积[47]。FLIP从原理上不存在几何自由度的限制,只需通过三维位移台控制基底移动即可实现任意三维金属结构的制备,打印速度通常控制在几十微米每秒。由于飞秒激光具有极短的脉冲宽度和极高的峰值功率,双光子吸收仅仅发生在激光焦点中心极小的阈值区域,因此高分辨率的3D打印可以实现。相关研究指出,在较高的激光功率下,热还原将取代光还原成为主导机制,导致金属沉积物变粗[48]。图2(b)所示为AgNO3溶液中实现Ag还原沉积物与激光功率和曝光时间的关系[48]。在低激光功率下,沉积物最小单元的特征尺寸可以达到1 μm[49]。为了避免热还原的影响,一般需要选用不吸收所用激光波长的材料作基底。目前大多数的实验都是在平面玻璃基底上进行的,另外在聚甲基丙烯酸甲酯(PMMA)[50]和SU8非平面结构[51]上进行二维金属沉积已经得到了证实。

图 2 飞秒激光诱导光还原。(a) FLIP原理示意图[46];(b) 沉积物的尺寸和激光功率、曝光时间的关系[49];(c) AgNO3溶液中添加香豆素440后,银沉积物的直径由3 μm减小到500 nm[48];(d) 未添加表面活性剂的AgNO3溶液中制备的三维银结构的SEM图[52];(e) 添加了表面活性剂的AgNO3溶液中制备的3D金属结构阵列[52];(f) 通过双光子还原制备的十四面体金属镍结构[56];(g) 一个典型支撑结构的SEM图,用于在热解过程中使零件与基体分离[56]
Figure 2. Femtosecond Laser-Induced Photoreduction (FLIP). (a) Principle of the FLIP[46]; (b) The dimension of silver-deposits is a function of the laser-power and the exposure time[49]; (c) SEM images of silver dots reduced from a AgNO3 solution without (top) and with (bottom) a photosensitizing dye[48]; (d) SEM image of 3D silver structures on glass substrates synthesized from a pure AgNO3 solution (without photosensitizing dye)[52]; (e) Surfactants were adopted as growth inhibitors of the metal particles to fabrication of 3D freestanding nanostructures[52]; (f) SEM image of supported 20 μm tetrakaidekahedron unit cell on a Si chip after pyrolysis[56]; (g) SEM image of a representative supporting structure used to decouple the part from the substrate during pyrolysis[56]
在金属盐溶液加入光敏染料增强吸收,可以在低激光功率下提高光还原效率,同时染料还能吸收一些本来会被沉积物吸收的能量,从而抑制热还原发生。加入光敏染料后,单个沉积物单元的最小尺寸可以提高到几百纳米[48]。如图2(c)所示,AgNO3溶液中添加香豆素440之后,光还原发生的最小激光功率由15 mW降低到了2 mW,单个银沉积物的直径则由3 μm减小到了500 nm。尽管通过这种方法单个银体素的尺寸可以很好的控制,但其表面仍然非常粗糙,如图2(d)所示,这归咎于在沉积过程中金属银原子的过度生长[48]。相关研究发现,通过添加表面活性剂可以改善金属沉积的表面粗糙度,这些表面活性剂在银离子还原析出后立即覆盖在银颗粒表面,从而抑制银原子过度生长,使得分辨率可以达到≈120 nm[52]。图2(e)展示了通过这种方法制备的微结构阵列。用该方法制备银纳米线,可以实现仅比纯银高3.3倍的电阻率[49]。
当前飞秒激光诱导光还原的研究大多聚焦在金属银结构的制备[50-53],只有少数以金[46, 54]和铜[46]为沉积对象的研究。此外,利用FLIP同时实现金属-聚合物复合结构的三维打印[55]是一种有效的方法。通过利用醇镍和丙烯酸之间的配体交换反应合成了丙烯酸镍,并将其与另一丙烯酸单体季戊四醇三丙烯酸酯和光引发剂7-二乙氨基-3-噻吩酰脲结合制成光刻胶。将这种光刻胶滴注在硅基片上,使用飞秒激光诱导双光子还原实现如图2(d)所示结构的制备。冲走未聚合的光刻胶后,在1000 ℃氩气环境中热解使得剩余的有机物含量挥发,即可获得如图2(f)和2(g)所示的3D金属结构[56]。这种方法制备的金属结构特征尺寸在几十纳米到几百纳米之间[56]。
飞秒激光诱导光还原已经逐渐应用于一些功能化器件,比如在微流控通道中制作三维银结构以研究它们在表面增强拉曼散射的潜力,该方法可以很容易地改变沉积物的几何形状来研究这种效应[57]。另外,人们还利用这种方法在微流控芯片上制造二维微加热器,以实多种功能的集成。
-
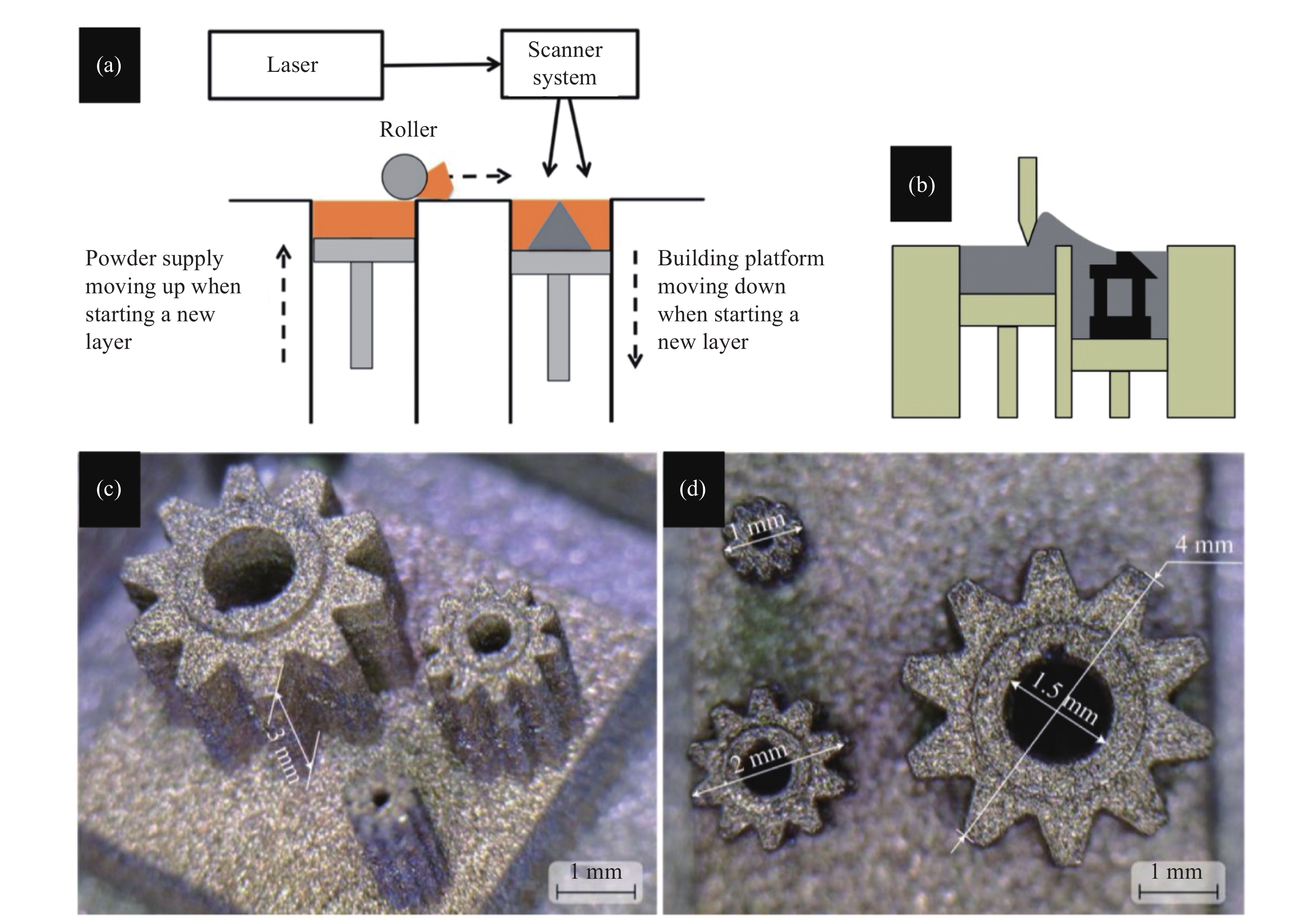
激光微烧结技术(Laser Micro-Sintering,LMS)是2003 年由H. Exner 等人[58]提出的,这种技术是在传统选择性激光烧结(Selective Laser Sintering)工艺的基础上开发的一种微尺度 3D 打印技术, 其原理是利用金属粉末吸收激光能量后发生熔融再凝固,从而实现烧结成形[59]。这种技术需要预先铺置金属粉末,再利用激光选择性烧结实现的金属结构的制造,因此预先铺置单层的金属粉末是实现激光烧结的关键,金属粉末的铺置质量将直接影响制造质量。目前LMS主要使用红外波段激光器如Nd:YAG激光器(λ=1064 nm)和光纤激光器(λ=980~1480 nm)进行加工制造[59]。
针对LMS技术的逐层制造方法如图3(a)所示[60],通过控制平台升降,在每层进行激光烧结之前都要使用铺粉装置将金属粉末均匀铺置。传统的铺置装置如滚筒式铺置和单一刮刀式铺置如图3(a)和3(b)所示,这两种铺粉方法对于粉末粒度和铺粉厚度都在数十微米的情况下效果较好,但是对于更细的粉末粒度和铺粉层厚效果欠佳[59-60]。因此人们又提出了多种不同的铺粉方法,如双刮刀、圆柱形涂层刮刀等等[59, 61]。一般来说刮刀表面粗糙度越小,铺置的粉层表面质量越好;粉末的流动性越好,铺粉厚度越薄。需要特别注意的是,为避免金属粉末飞溅,使用短脉冲激光进行烧结制造时需要将脉冲激光的峰值功率控制在飞溅阈值以内[59-61]。

LMS具有很好的金属通用性,可以用于铝、银、铜、钼、钛、钨、镍、铬等多种金属及合金的制造[59-69]。目前该技术可以实现10 μm左右的金属制造分辨率,表面粗糙度可以达到几个微米,并且所制备的金属结构的相对致密度可以达到95%以上[59]。图3(c)和3(d)展示的是一种通过LMS技术制造的纯镍微金属零件,上表面表面粗糙度为 5.23 μm,侧面表面粗糙度为 6.20 μm[59]。
LMS最大的优势在于制造的金属结构具有很高的致密度,并且在工业上已经有了较为成熟的应用。主要体现在一些特殊零件和复杂装配零件,比如具有特殊结构的记忆合金、工业零件,以及无需装配的微型涡轮增压器等[59-69]。
-
双光子聚合结构的3D金属化是指对通过双光子聚合制备的聚合物结构进行金属化,从而实现金属3D结构的制造。双光子聚合(Two-Photon Polymerization, 简称TPP)是指分子吸收两个光子后发生的一种光聚合效应:当飞秒激光在液态树脂材料中聚焦时,树脂材料中的光敏基团通过双光子吸收到达激发态,这些激发态基团会发射紫外到可见光波段的荧光。单体分子中具有光化学性质的分子吸收荧光产生起始基团,这些起始基团与单体分子通过链式反应持续生长形成单体基团,这样的反应直到两个单体基团相互接触才会停止[70]。聚焦的飞秒激光在液态光刻胶内部诱发双光子聚合具有阈值效应,双光子聚合仅发生在飞秒激光焦点处单脉冲功率超过阈值的区域,这些区域将会固化,形成固态聚合物结构[70]。目前该技术已广泛应用于光子学[71]、微流控系统[72]、组织工程[73]和生物医学工程[74]等领域。
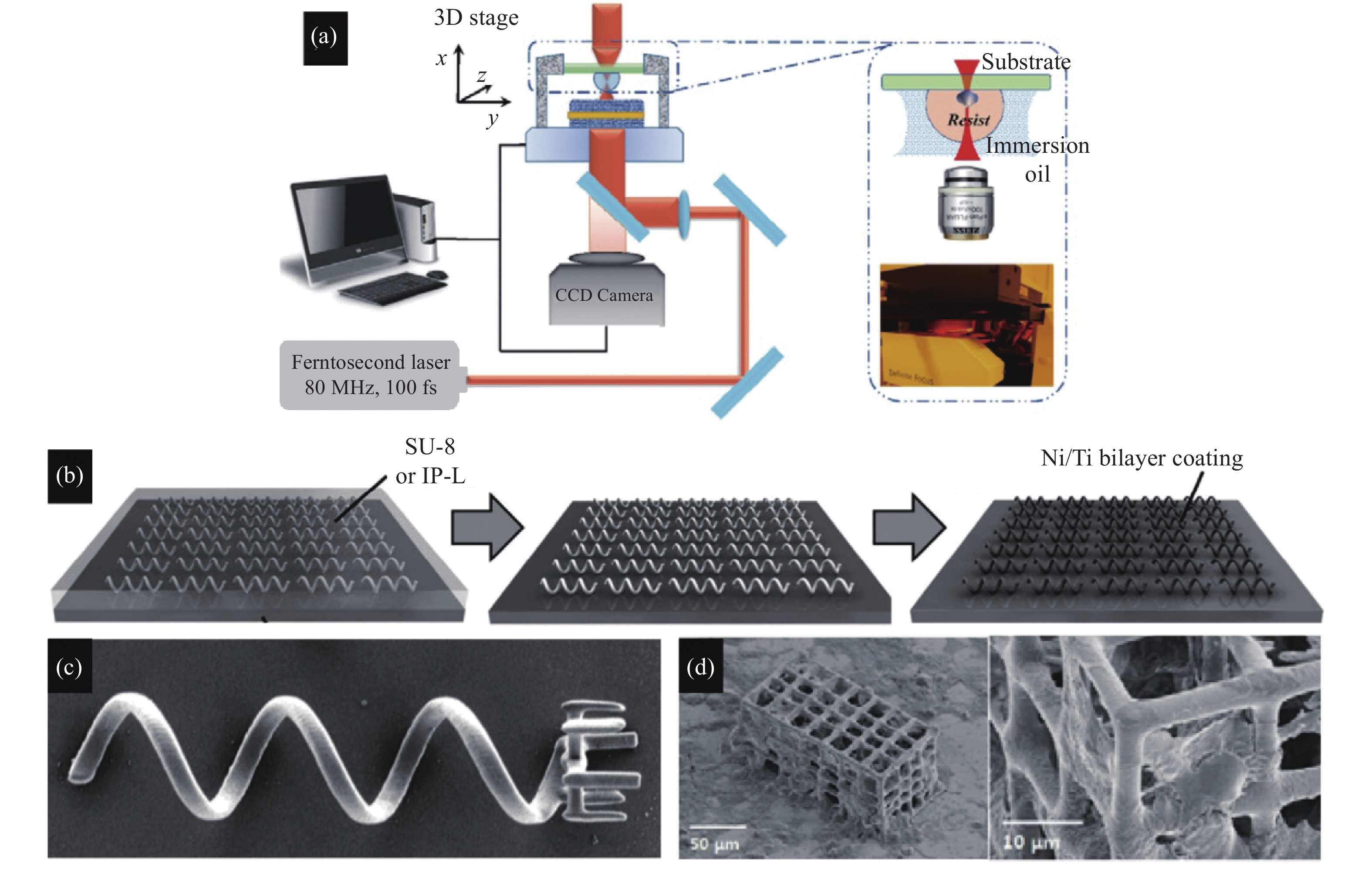
如图4(a)所示[75],超快激光辐照的过程中,通过编程控制位移台移动,就能实现逐层制造获得获得聚合物模板,随后再对聚合物模板进行表面金属化处理,从而实现3D金属结构的制备。飞秒激光诱发双光子聚合具有良好的空间选择性,加工精度可以超越衍射极限达到亚微米量级,后期的金属化处理过程是在飞秒激光直写制得的聚合物模板表面进行,因此最终获得金属结构的分辨率同样受益于飞秒激光强大的加工能力[75-76]。图4(b)显示了通过双光子聚合结构的3D金属化制造图4(c)所示的磁性螺旋机械的过程[77-78]。首先用SU-8光刻胶制造出对应性状的聚合物模板,然后通过电子束蒸发用镍、钛双层膜将其覆盖,得到最终成品。图4(d)所示为在SU-8聚合物基材料表面涂覆镍(Ni)层制成的用作细胞培养的多孔微龛[79-80]。
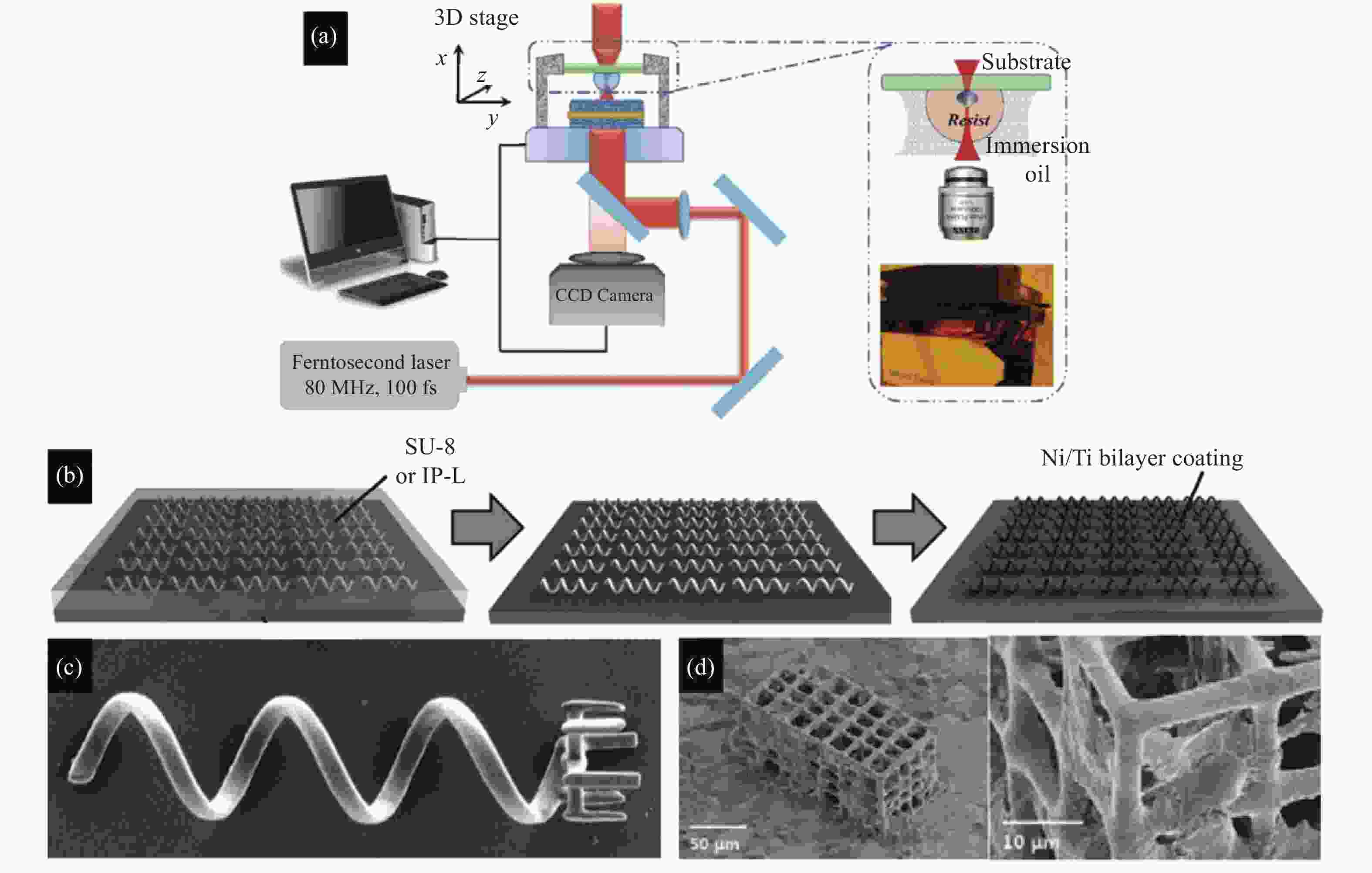
图 4 双光子聚合结构的3D金属化。(a) 实验装置图[75];(b) 磁性螺旋机械的制造过程[77- 78];(c) 磁性螺旋机械结构[77, 78];(d) 在聚合物SU-8表面涂覆镍金属层制成的多孔微龛[79- 80]
Figure 4. 3D metallization of two-photon polymerized (TPP) microstructures. (a) Schematic of the TPP fabrication system[75]; (b) Schematic for the fabrication of helical swimming micromachines[77-78]; (c) Photo of the helical swimming micromachines[77-78]; (d) A porous microniches as a transporter in 3D cell culture and targeted transportation[79-80]
-
激光辅助电泳沉积(Laser-Assisted Electrophoretic Deposition)是Iwata等人提出的一种金属纳米颗粒沉积方法[81],通过在金属纳米颗粒悬浮液中产生一个恒定的电场,使纳米颗粒沉淀在极化基底上,同时让激光紧聚焦在悬浮液中,在激光聚焦焦点处通过捕获聚集纳米颗粒来实现金属沉积[82],原理示意图如图5(a)所示。该方法只要通过移动激光光斑的位置,就可实现金纳米颗粒的三维沉积,不过目前逐层制造的例子尚未有报道[83]。

图 5 激光辅助电泳沉积[83]。(a) 原理示意图;(b) 金纳米颗粒沉积的螺旋线圈的SEM图像;(c) 沉积物尺寸与激光强度的关系;(d) 宽度为500 nm的金线;(e) 沉积物的局部SEM图像
Figure 5. Laser-Assisted Electrophoretic Deposition (LAED)[83]. (a) Schematic of LAED principle: A nanoparticle solution is confined between a conductive substrate and a trans- parent flat cover electrode. Optical trapping of particles in the focal spot of a laser beam accumulates particles locally. The additional application of an electric potential across the solution results in electrophoretic deposition of the trapped nanoparticles; (b) SEM image of a gold coil fabricated by laser-assisted electrophoretic deposition; (c) The obtained feature size is a function of the laser intensity; (d) The focal spot is positioned on the of nanowires 500 nm in diameter; (e) FIB cross-section showing a porous microstructure
由于激光辅助电泳沉积是在液体中进行,对金属纳米颗粒的生长方向没有限制,因此适合用于制造如图5(b)的悬垂结构,其垂直和水平加工速度分别为300 nm/s和400 nm/s,整个结构在大约2 min内加工完成。图5(c) 为这种方法制造的金属线直径和激光功率的关系[81],目前可获得的加工线宽精度在500 nm到几微米范围,图5(d)所示。上述线宽结果与使用聚焦激光的焦斑尺寸相对应[82]。需要指出的是,激光辅助电泳沉积法获得的金属微纳结构通常由松散聚集的纳米颗粒构成,如图5(e)所示,虽然制备的金属结构表面比较光滑,但内部可能存在很多孔隙,从而导致制备出的金属结构弹性模量较低[82]。而且此法仅在纳米金体系进行演示,在材料的通用性上有待于进一步拓展[81-85]。
以上总结当前几种代表性的激光辅助3D金属增材打印技术。需要指出的是,上述技术已可以满足先进光电子学、生物医学、微电机系统等诸多领域的部分制造要求,但它们各自的技术缺陷和工艺限制仍然不可避免。比如:激光诱导前向转移难以对结构的表面粗糙度进行控制,并且加工悬空结构时需要通过制备牺牲性材料进行支撑,制备程序颇为复杂;飞秒激光诱导光还原虽然可以实现 <100 nm的制造精度,但其打印速度需要控制在几十μm/s量级,这就直接限制了该技术对更大尺度金属结构的制造;微激光烧结可以快速制造出相对致密性极高的大尺寸金属结构,但其表面粗糙度难以突破微米量级;双光子聚合结构的3D金属化虽然利用双光子聚合打印能以mm/s乃至cm/s量级的扫描速度加工出亚微米精度的三维结构,但后续的金属化过程其实只是在聚合物结构表面覆盖金属膜层,其结构内部仍然是聚合后的聚合物“骨架”;激光辅助电泳沉积的加工效率相对较低。
需要说明的是,除上述技术之外,还有诸如:聚合物模板法辅助金属打印[86-95]、飞秒激光光动力组装[96-104](Femtosecond-Laser Photodynamic Assembly of Metal Nanoparticles)等金属制造方案,不过这几种方法通常主要适用于二维金属结构的制造,因此没在此做详细介绍。飞秒激光光动力组装虽然可实现190 nm的制造分辨率,但由于金属纳米粒子引起的局域表面等离子体共振效应(Localized Surface Plasmon Resonance),以及该方法需要利用较低的纳米颗粒浓度来获得一定的激光透射率,所以很难对复杂三维结构进行支撑,对于制备真3D金属微纳结构有一定挑战[96-104]。
-
微尺度3D金属增材打印技术的研究很大程度上是希望解决针对科学与工程领域的特定需求来实现任意三维金属微纳结构的高性能制备的问题,然而前面几节中提到的各种3D金属增材微打印技术几乎都受打印速率或表面粗糙度的限制,难以实现高表面光滑度的复杂3D金属结构的制备。针对这一问题,笔者提出了通过飞秒激光制备微通道模具辅助实现三维金属微打印的新技术[105]。该技术将内含三维中空结构的玻璃微通道作为牺牲模具,对模具内部的中空三维结构进行金属化处理,再通过后续进行玻璃基体去除处理,来实现3D金属微结构的间接打印。
玻璃微通道模具的制备利用了飞秒激光与透明材料独特的非线性作用[106-109]:当飞秒激光脉冲聚焦到透明玻璃内部时,在焦点处产生激光改性区域。只要通过三维位移台移动用于模具制造的玻璃样品,伴随焦点位置改变,改性区域就可以被设计成任意复杂形状[110-113]。随后利用氢氧化钾(KOH)溶液进行湿化学腐蚀,由于KOH溶液具有较高的腐蚀选择比,可使得激光改性区域会被去除,从而在玻璃内部制造出设计好的三维空心结构。目前这种在玻璃上制空心微通道的减材制造技术已经被用于微流控生物芯片的3D制造[114-116]。
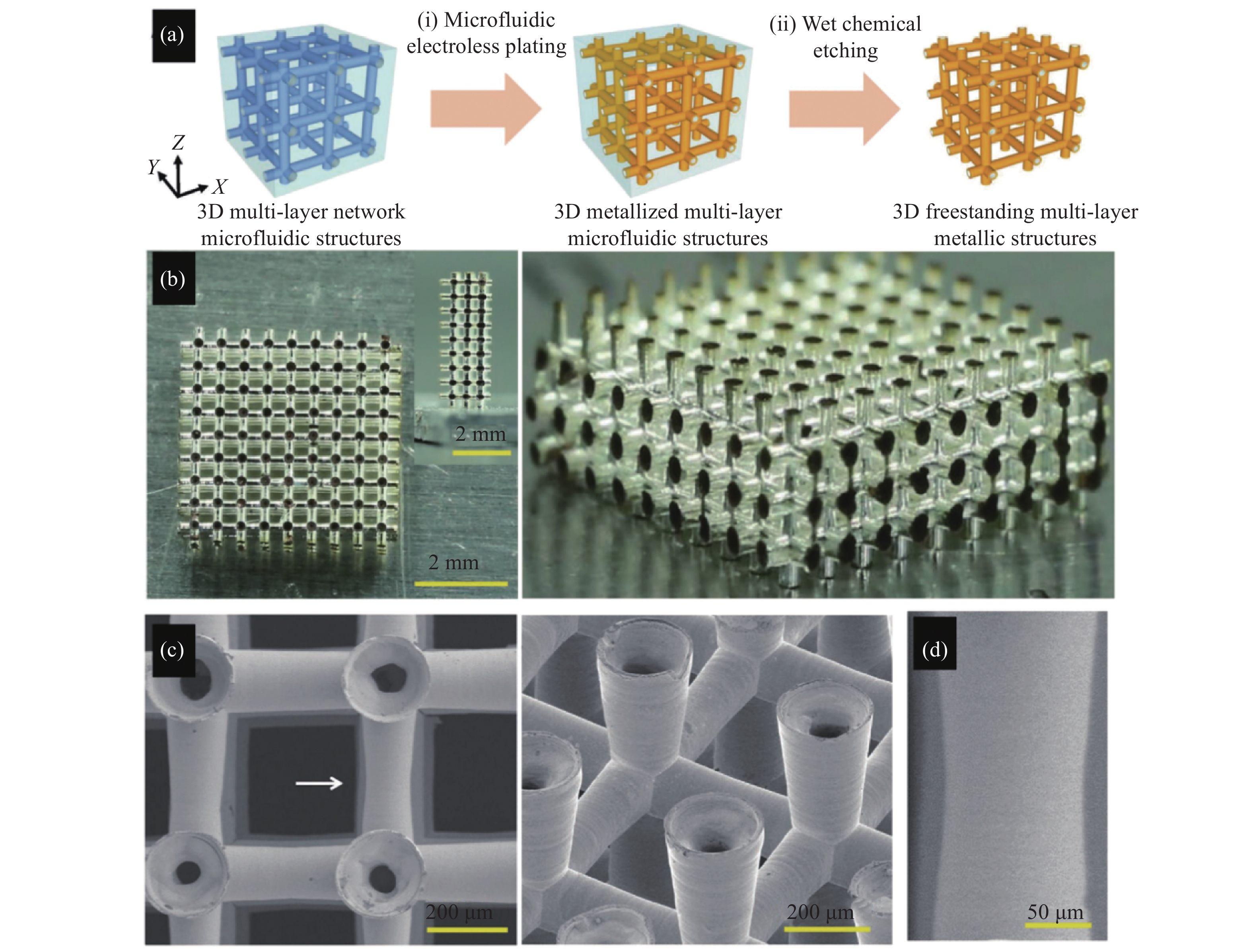
该技术在石英玻璃内部制备3D金属微结构的实验步骤如图6(a)所示[105]。(1)利用飞秒激光直写,在玻璃中加工出三维改性区域;(2)在80 ℃下用10 mol/L的KOH溶液进行湿化学蚀刻,选择性地去除激光改性区域,获得带有中空结构的微通道模具;(3)通过连续流化学镀在模具内部的中空结构中实现金属沉积;(4)在20%氢氟酸(HF)溶液中静置,去除玻璃模具外壳,获得独立的三维金属微结构。这里对连续流化学镀进行特别说明,图6(b)显示的是该步骤的装置示意图,这个过程通过蠕动泵使金属镀液连续流动。首先将用SnCl2溶液和HCl溶液混合配制的敏化溶液通入玻璃模具内部的中空结构进行内表面预处理;然后再将新鲜即时混合的化学镀液通入,通过对镀液流速进行控制,可以在三维中空微通道结构的内壁沉积均匀的银层而不造成中空结构堵塞。图6(c)展示了通过连续流化学镀实现三维螺旋微通道结构金属化。一般来说,这种方法制备的三维金属微结构的精度和外形特征应该和模具通道的内表面结构一致。使用这种方法沉积的金属层的厚度取决于化学镀时间,这种银镀层厚度通常在几百纳米到几微米之间,沉积的纳米颗粒的平均直径在数十纳米范围内。通过这种方法制备的金属沉积物具有很高的导电性,厚度为0.39、0.79、1.28 μm的银薄膜的对应电阻率分别为~7.91,~6.55、~3.63 μΩ•cm (室温下银的电阻率为~1.59 μΩ•cm)[105]。
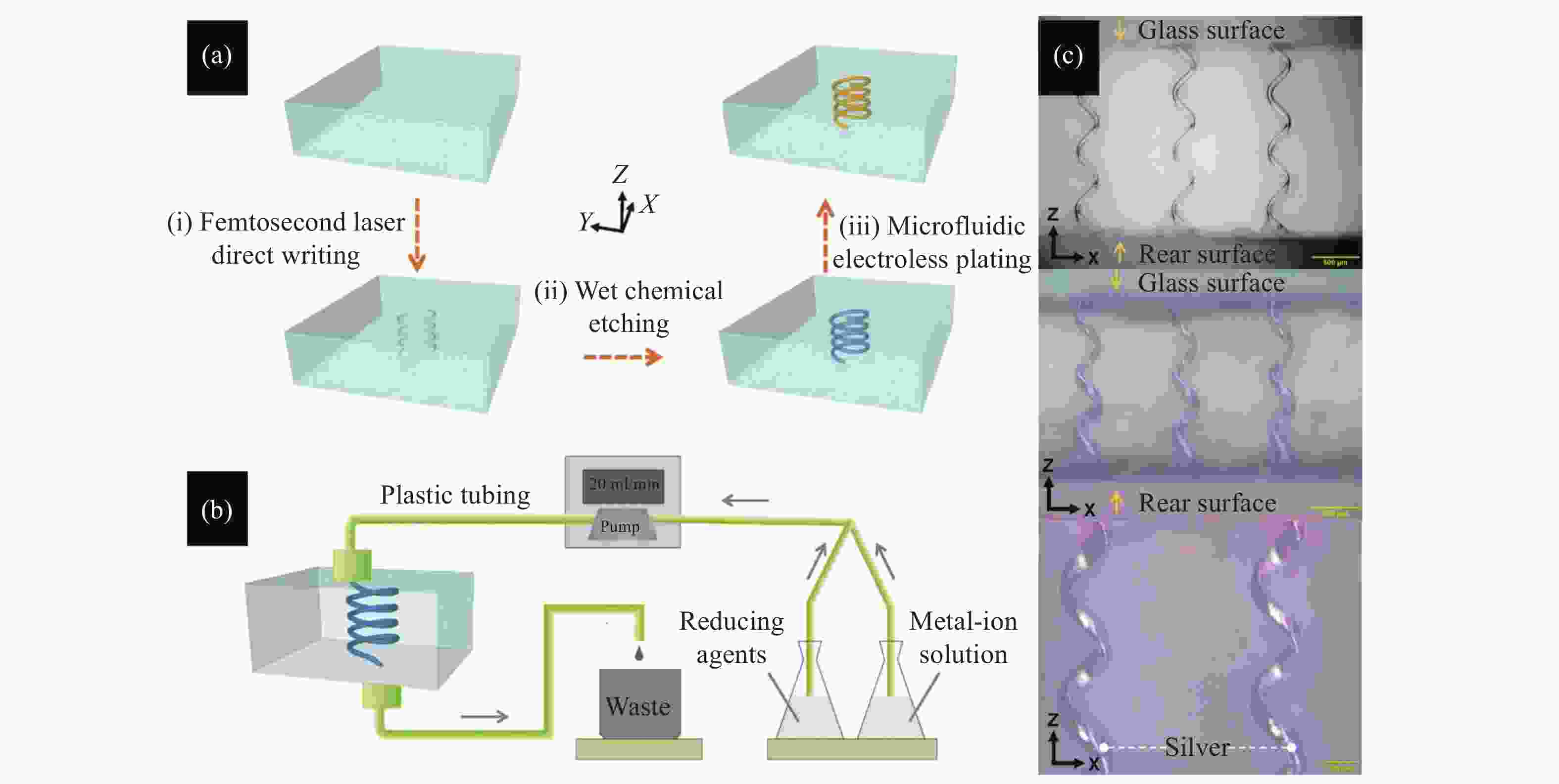
图 6 飞秒激光制备微通道模具辅助3D金属微打印[105]。 (a) 实验流程图;(b) 连续流化学镀示意图;(c) 通过连续流化学镀实现三维螺旋微通道结构的金属化
Figure 6. Glass-channel molding assisted 3D metal microprinting with femtosecond laser microfabrication[105]. (a) Schematic of the fabrication procedure for 3D metallic microstructures embedded in fused silica; (b) Schematic of the microfluidic electroless plating of a microchannel using a peristaltic pump; (c) Optical images of metallized 3D helical microchannels inside glass
利用上述技术可制造出如图7(b)所示的尺寸达到5 mm×5 mm×2 mm的金属三维多层支架结构。为了在贯通的结构内均匀沉积金属薄膜,微流控化学镀液的流动方向沿着通道走向每30 min进行切换,实验过程中在微流控化学镀银后进行了后续的化学镀铜处理,有利于这种间接打印出的金属结构在去除玻璃基体后保持一定的机械强度。从图7(c)展示的SEM图像可以看出,该金属支架结构由垂直和水平的微管阵列组成,这些微管的外径和内径分别为~200 μm和~60 μm。并且通过图7(d)的特写SEM图像可以看出,该金属结构的表面非常光滑[105]。通过原子力显微镜(AFM)分析证实,该金属微结构的平均表面粗糙度低至20 nm[105]。并且上述表面粗糙度还有进一步优化的空间,如通过保护气氛退火处理或在化学镀前优化通道内粗糙度等。

图 7 飞秒激光制备微通道模具法制造的5 mm × 5 mm × 2 mm 3D金属支架结构[105]。(a) 制备流程示意图;(b) 数码照片图;(c)、(d) SEM图像
Figure 7. Fabrication of a 3D freestanding metal scaffold microstructure, which size is ~5 mm × 5 mm × 2 mm[105]. (a) Schematic of the fabrication procedure; (b) Photos of the metal scaffold microstructure self-supported in air; (c), (d) SEM images of the partial regions of the metallic microstructure
需要指出的是,虽然飞秒激光改性区和未改性区之间的湿化学腐蚀选择比很高,但这个数值仍然有限。所以经过湿化学腐蚀后,实际得到的空心结构的尺寸大于设计尺寸的现象在所难免。不难想象,越长的激光改性区域,必定需要越长的湿化学腐蚀时间,这些因素都可能引起额外的结构扩宽。因此,这种制造方法在制备细长金属结构时会受到几何尺度的限制。比如:通过NA为0.45的物镜(Olympus,20×)制造的长度为500 μm的微通道,其最小宽度为6 μm左右。再者,由于高数值孔径聚焦物镜工作距离有限,使得厘米尺度以上高度的三维金属结构变得困难。近期的研究表明,使用同样时域整形的皮秒激光辐照可在低数值孔径物镜聚焦条件下获得像差不敏感的聚焦光斑和较长的加工距离,实现了厘米高度、微米分辨率的高精度玻璃结构三维打印[117]。未来继续将这一技术应用在玻璃通道模具制造过程中,有望进一步突破三维大尺寸-高精度的金属微结构制造瓶颈。值得说明的是,飞秒激光制备微通道模具间接实现3D金属微打印是在提前制备好的空心结构表面实现金属沉积,所以在金属种类的选择上几乎没有限制,除了常见的金属银和铜结构之外,这种技术还可以扩展到其他金属,如金[118]、镍[119]、和钯[120]等。应用方面,该技术在三维电互连、多功能微流控、红外和太赫兹光子学等领域都有广阔的应用前景。
-
文中总结了目前一些代表性的激光辅助三维金属微打印技术的基本原理、技术优势和主要应用。需要指出的是,尽管利用这些激光辅助金属微打印技术已在复杂三维微纳金属结构的制备方面取得了很多富有成效的进展,但如表1所示,上述技术无一例外都存在特定的适用条件和有待于进一步改善的技术不足。到目前为止,还未有一种技术能够同时将高分辨率、高纯度、大尺寸、金属通用性等制备要求完全结合起来,因此在制造三维金属结构时,大多根据具体需求进行考虑。
表 1 代表性的激光辅助三维金属微打印技术
Table 1. Representative techniques for laser-assisted 3D metal microprinting
Processing technique Feature size Speed Applicable metals Characteristics Laser-induced forward transfer (LIFT)[29-40] Several μm several tens of
micrometers per secondAg, Au,Al, Cu,Cr,Ge,Ni,Pd,
Pt,Sn,Ti,V,W,Zn, etc.Rapid manufacture of microstructures
with a precision down to submicron scale;
High surface roughness.Laser decal transfer (LDT)[41-45] Depended on
the voxel sizeDepended on the
voxel sizeAg, Au,Al, Cu,Cr,Ge,Ni,Pd,Pt,
Sn, Ti,V,W,Zn, etc.Rapid manufacture of voxels
with specific shapes.Femtosecond laser-induced photoreduction (FLIP)[46-57] 100 nm-3 μm several tens of
micrometers per secondAg,Au,Cu,Ni Direct fabrication of sub-micron metal
structures; High surface roughness.Laser micro-sintering (LMS)[58-69] >10 μm several tens of
centimeters per secondAl,Ag,Cu,Ni,T,
W,Mo,CrHigh density of metal microstructures;
High surface roughness.3D metalization of two-photon polymerization[70-80] $\gg $120 nm several tens of
centimeters per secondAg, Au, Cu, etc. Surface metallization for 3D structures. Laser-assisted electrophoretic deposition (LAED)[81-85] 500 nm-several μm several hundreds of
nanometers per secondAu Direct fabrication of metal microstructures;
High surface roughness.Glass-channel molding assisted 3D printing[105] 10-200 μm − Ag,Cu,Au,
Ni,Pd, etc.Low surface roughness;
Widely tunable feature size.当前大尺寸、高精度、高机械强度的金属微打印技术在微纳金属制备和增材制造领域都具有很大的技术挑战。常规的三维金属增材打印虽然可以实现很大的制造尺寸和很高的机械强度,但是打印的金属结构的精度很难达到几十微米以下,并且其表面粗糙度通常受限于增材制备过程的本征局限,使得这些技术在微尺度金属打印领域的应用受到限制。毫无疑问,研发具通用性的3D金属微打印技术还有很长的道路要走。令人欣慰的是,当前的各种金属微纳结构制造技术已经在无数的尝试中逐渐成熟。最令人兴奋的是,飞秒激光技术在金属微纳结构的制备和应用中存在巨大的潜力,随着工艺的优化和发展,实现对任意形状、粗糙度和分辨率可控的微纳米金属结构的三维打印技术指日可待。就微通道模具法而言,如果大尺寸、高精度微通道结构制造技术取得突破,由此延伸到大尺寸三维金属结构的高精度制备,从而可以降低三维复杂金属微结构的大尺寸制造难度。初步的研究进展已表明,通过在通道内部进行金属沉积的方法实现在微通道结构内的金属结构可控填充,进而可实现具有较高机械强度、高精度、低表面粗糙度的三维金属微打印。相信未来的3D金属微打印技术应该和传统微纳米金属制造业会相互结合、相互补偿,开创更加广阔的应用前景。
Laser assisted 3D metal microprinting (Invited)
-
摘要: 当前微纳尺度的三维金属结构,由于其独特的物化性能和空间构型优势,在科学与工程领域的应用需求日益增多。由此应运而生的各种三维金属微尺度打印技术近年来相继被开发,并引起了广泛关注。在众多技术中,基于激光的三维微打印技术有着非接触加工、制造灵活性好等优势。文中综述了当前一些代表性的激光辅助三维金属微打印技术,总结了各种三维金属微打印的基本原理、技术优势及典型应用。针对高表面光滑度、高熔点、高电导率的三维金属微打印存在的挑战,介绍了超快激光制备玻璃微通道模具法辅助实现三维金属微制造的新技术。最后就三维金属微打印的未来方向和应用前景进行了探讨。Abstract: In recent years, the demand for fabrication of 3D metal micro/nanostructures has been rapidly increased in the fields of science and engineering due to their unique physical/chemical properties and flexible configurations. Therefore, various innovative techniques for 3D metal printing at the microscale have been developed, which have attracted intensive attentions. Among those techniques, laser-based assisted 3D metal microprinting exhibits superior performance in terms of its advantages of non-contact processing, flexible patterning capability, and so on. Some of current representative techniques for laser assisted 3D metal microprinting were firstly reviewed from basic principles, technical characteristics, to typical applications. To meet the challenges on fabrication of 3D metal microstructures with high smooth surfaces, high melting points and high conductivities, a glass-microchannel molding technique for assisting 3D metal microprinting was demonstrated. Finally, possible directions and potential applications of laser-assisted 3D metal printing were discussed.
-
图 1 激光诱导前向转移。(a) LIFT原理示意图[30];(b) 铜金属液滴在低喷射速度(上)和高喷射速度(下)的情况下的沉积效果不同[31];(c) 热诱导喷嘴的示意图和SEM图[33];(d) 通过LIFT制造的金字母结构的SEM图,高度约32 μm[30];(e) 内层为金螺旋、外层为铜金属牺牲性支撑材料的结构,高度约48 μm[30];(f) 通过化学刻蚀去除支撑性材料后剩下的完整Au螺旋线的SEM图[30];(g) 铜金属沉积物横截面上的缝隙[33];(h) LDT原理示意图,通过光阑对激光束进行整形[41];(i) 使用方形截面激光束辐照银纳米颗粒溶剂制备出方形单体,同时移动基底实现方形单体的堆积[42];(j) 在不同温度下退火,单体的表面形态[43-45]
Figure 1. Laser-Induced Forward Transfer (LIFT). (a)Schematic of LIFT setup[30]; (b) Solidified copper droplets for low (top) and high (bottom) ejection speeds, showing a different impact and solidification behavior[31]; (c) Schematic and SEM image of the donor film after the formation of a thermally induced nozzle[33]; (d) SEM image of a Au structure fabricated via LIFT- the logo of the authors’ institution (UT)[30]; (e) Schematic and process of LIFT-printing a complex structure[30]; (f) SEM image of structures deposited via LIFT showing a Au helix[30]; (g) FIB cross-section of a copper structure fabricated with LIFT[33]; (h) Schematic of laser decal transfer (LDT) setup; the shape of the laser beam determines the shape of the transferred voxels[41]; (i) A stack of square voxels of silver paste fabricated by LDT[42]; (j) Surface structure of the transferred silver paste after various annealing steps[43-45]
图 2 飞秒激光诱导光还原。(a) FLIP原理示意图[46];(b) 沉积物的尺寸和激光功率、曝光时间的关系[49];(c) AgNO3溶液中添加香豆素440后,银沉积物的直径由3 μm减小到500 nm[48];(d) 未添加表面活性剂的AgNO3溶液中制备的三维银结构的SEM图[52];(e) 添加了表面活性剂的AgNO3溶液中制备的3D金属结构阵列[52];(f) 通过双光子还原制备的十四面体金属镍结构[56];(g) 一个典型支撑结构的SEM图,用于在热解过程中使零件与基体分离[56]
Figure 2. Femtosecond Laser-Induced Photoreduction (FLIP). (a) Principle of the FLIP[46]; (b) The dimension of silver-deposits is a function of the laser-power and the exposure time[49]; (c) SEM images of silver dots reduced from a AgNO3 solution without (top) and with (bottom) a photosensitizing dye[48]; (d) SEM image of 3D silver structures on glass substrates synthesized from a pure AgNO3 solution (without photosensitizing dye)[52]; (e) Surfactants were adopted as growth inhibitors of the metal particles to fabrication of 3D freestanding nanostructures[52]; (f) SEM image of supported 20 μm tetrakaidekahedron unit cell on a Si chip after pyrolysis[56]; (g) SEM image of a representative supporting structure used to decouple the part from the substrate during pyrolysis[56]
图 4 双光子聚合结构的3D金属化。(a) 实验装置图[75];(b) 磁性螺旋机械的制造过程[77- 78];(c) 磁性螺旋机械结构[77, 78];(d) 在聚合物SU-8表面涂覆镍金属层制成的多孔微龛[79- 80]
Figure 4. 3D metallization of two-photon polymerized (TPP) microstructures. (a) Schematic of the TPP fabrication system[75]; (b) Schematic for the fabrication of helical swimming micromachines[77-78]; (c) Photo of the helical swimming micromachines[77-78]; (d) A porous microniches as a transporter in 3D cell culture and targeted transportation[79-80]
图 5 激光辅助电泳沉积[83]。(a) 原理示意图;(b) 金纳米颗粒沉积的螺旋线圈的SEM图像;(c) 沉积物尺寸与激光强度的关系;(d) 宽度为500 nm的金线;(e) 沉积物的局部SEM图像
Figure 5. Laser-Assisted Electrophoretic Deposition (LAED)[83]. (a) Schematic of LAED principle: A nanoparticle solution is confined between a conductive substrate and a trans- parent flat cover electrode. Optical trapping of particles in the focal spot of a laser beam accumulates particles locally. The additional application of an electric potential across the solution results in electrophoretic deposition of the trapped nanoparticles; (b) SEM image of a gold coil fabricated by laser-assisted electrophoretic deposition; (c) The obtained feature size is a function of the laser intensity; (d) The focal spot is positioned on the of nanowires 500 nm in diameter; (e) FIB cross-section showing a porous microstructure
图 6 飞秒激光制备微通道模具辅助3D金属微打印[105]。 (a) 实验流程图;(b) 连续流化学镀示意图;(c) 通过连续流化学镀实现三维螺旋微通道结构的金属化
Figure 6. Glass-channel molding assisted 3D metal microprinting with femtosecond laser microfabrication[105]. (a) Schematic of the fabrication procedure for 3D metallic microstructures embedded in fused silica; (b) Schematic of the microfluidic electroless plating of a microchannel using a peristaltic pump; (c) Optical images of metallized 3D helical microchannels inside glass
图 7 飞秒激光制备微通道模具法制造的5 mm × 5 mm × 2 mm 3D金属支架结构[105]。(a) 制备流程示意图;(b) 数码照片图;(c)、(d) SEM图像
Figure 7. Fabrication of a 3D freestanding metal scaffold microstructure, which size is ~5 mm × 5 mm × 2 mm[105]. (a) Schematic of the fabrication procedure; (b) Photos of the metal scaffold microstructure self-supported in air; (c), (d) SEM images of the partial regions of the metallic microstructure
表 1 代表性的激光辅助三维金属微打印技术
Table 1. Representative techniques for laser-assisted 3D metal microprinting
Processing technique Feature size Speed Applicable metals Characteristics Laser-induced forward transfer (LIFT)[29-40] Several μm several tens of
micrometers per secondAg, Au,Al, Cu,Cr,Ge,Ni,Pd,
Pt,Sn,Ti,V,W,Zn, etc.Rapid manufacture of microstructures
with a precision down to submicron scale;
High surface roughness.Laser decal transfer (LDT)[41-45] Depended on
the voxel sizeDepended on the
voxel sizeAg, Au,Al, Cu,Cr,Ge,Ni,Pd,Pt,
Sn, Ti,V,W,Zn, etc.Rapid manufacture of voxels
with specific shapes.Femtosecond laser-induced photoreduction (FLIP)[46-57] 100 nm-3 μm several tens of
micrometers per secondAg,Au,Cu,Ni Direct fabrication of sub-micron metal
structures; High surface roughness.Laser micro-sintering (LMS)[58-69] >10 μm several tens of
centimeters per secondAl,Ag,Cu,Ni,T,
W,Mo,CrHigh density of metal microstructures;
High surface roughness.3D metalization of two-photon polymerization[70-80] $\gg $ 120 nmseveral tens of
centimeters per secondAg, Au, Cu, etc. Surface metallization for 3D structures. Laser-assisted electrophoretic deposition (LAED)[81-85] 500 nm-several μm several hundreds of
nanometers per secondAu Direct fabrication of metal microstructures;
High surface roughness.Glass-channel molding assisted 3D printing[105] 10-200 μm − Ag,Cu,Au,
Ni,Pd, etc.Low surface roughness;
Widely tunable feature size. 下载: 导出CSV
下载: 导出CSV
-
[1] Lipson H, Kurman M. Fabricated: The New World of 3D Printing[M]. USA: John Wiley & Sons, 2013. [2] Chua C, Leong K. 3D Printing and Additive Manufacturing: Principles and Applications[M]. Singapore: World Scientific Publishing Co Pte Ltd, 2017. [3] Vaezi M, Seitz H, Yang S. Erratum to: A review on 3D micro-additive manufacturing technologies [J]. Advanced Manufacturing Technology, 2013, 67: 1957. doi: 10.1007/s00170-013-4962-5 [4] Kotz F, Arnold K, Bauer W, et al. Three-dimensional printing of transparent fused silica glass [J]. Nature, 2017, 544: 337-339. doi: 10.1038/nature22061 [5] Parra-Cabrera C, Achille C, Kuhn S, et al. 3D printing in chemical engineering and catalytic technology: structured catalysts, mixers and reactors [J]. Chemical Society Reviews, 2018, 47(1): 209-230. doi: 10.1039/C7CS00631D [6] Kotikian A, Truby R, Boley J, et al. 3D printing of liquid crystal elastomeric actuators with spatially programed nematic order [J]. Advanced Materials, 2018, 30(10): 170616. [7] Lind J, Busbee T, Valentine A, et al. Instrumented cardiac microphysiological devices via multimaterial three-dimensional printing [J]. Nature Materials, 2017, 16(3): 303-308. doi: 10.1038/nmat4782 [8] Hwang H, Zhu W, Victorine G, et al. 3D-printing of functional biomedical microdevices via light- and extrusion-based approaches [J]. Small Methods, 2018, 2(2): 1700277. doi: 10.1002/smtd.201700277 [9] Ishikawa A, Kato T, Takeyasu N, et al. Selective electroless plating of 3D-printed plastic structures for three-dimensional microwave metamaterials [J]. Applied Physics Letters, 2017, 111(18): 183102. doi: 10.1063/1.4986203 [10] Bernasconi R, Credi C, Tironi M, et al. Electroless metallization of stereolithographic photocurable resins for 3D printing of functional microdevices [J]. Journal of The Electrochemical Society, 2017, 164(5): B3059-B3066. doi: 10.1149/2.0081705jes [11] Bernasconi R, Cuneo F, Carrara E, et al. Hard-magnetic cell microscaffolds from electroless coated 3D printed architectures [J]. Materials Horizons, 2018, 5(4): 699-707. doi: 10.1039/C8MH00206A [12] Huang K M, Tsai S C, Lee Y K, et al. Selective metallic coating of 3D-printed microstructures on flexible substrates [J]. RSC Advances, 2017, 7(81): 51663-51669. doi: 10.1039/C7RA11171A [13] Hill R T, Lyon J L, Allen R, et al. Microfabrication of three-dimensional bioelectronic architectures [J]. Journal of America Chemical Society, 2005, 127(30): 10707-10711. doi: 10.1021/ja052211f [14] Farrer R A, LaFratta C N, Li L, et al. Selective functionalization of 3-D polymer microstructures [J]. America Chemical Society, 2006, 128(6): 1796-1797. doi: 10.1021/ja0583620 [15] Formanek F, Takeyasu N, Tanaka T, et al. Selective electroless plating to fabricate complex three-dimensional metallic micro/nanostructures [J]. Applied Physics Letters, 2006, 88: 083110. doi: 10.1063/1.2178261 [16] Chen Y S, Tal A, Torrance D B, et al. Fabrication and characterization of three-dimensional silver-coated polymeric microstructures [J]. Advanced Functional Materials, 2006, 16(13): 1739-1744. doi: 10.1002/adfm.200600394 [17] Mukai K, Yoshimura T, Maruo S. Micromolding of three-dimensional metal structures by electroless plating of photopolymerized resin [J]. Japanese Journal of Applied Physics, 2007, 46(4B): 2761-2763. doi: 10.1143/JJAP.46.2761 [18] Hirt L, Reiser A, Spolenak R, et al. Additive manufacturing of metal structures at the micrometer scale [J]. Advanced Materials, 2017, 29(17): 1604211. doi: 10.1002/adma.201604211 [19] Reiser A, Koch L, Dunn K A, et al. Metals by micro-scale additive manufacturing: Comparison of microstructure and mechanical properties [J]. Advanced Functional Materials, 2020, 30(28): 1910491. doi: 10.1002/adfm.201910491 [20] Zheng Z, Lee H, Weisgraber T H, et al. Ultra-light, ultra-stiff mechanical metamaterials [J]. Science, 2014, 344: 1373-1377. doi: 10.1126/science.1252291 [21] Campo A, Arzt E. Fabrication approaches for generating complex micro- and nanopatterns on polymeric surfaces [J]. Chemical Reviews, 2008, 108(3): 911-9459. doi: 10.1021/cr050018y [22] Verschuuren M A, Sprang H A, Polman A. Large-area nanopatterns: improving LEDs, lasers, and photovoltaics [J]. Nanotechnology, 2011, 22: 505201. doi: 10.1088/0957-4484/22/50/505201 [23] Mosadegh B, Xiong G, Dunham S, et al. Current progress in 3D printing for cardiovascular tissue engineering [J]. Biomedical Materials, 2015, 10(3): 034002. doi: 10.1088/1748-6041/10/3/034002 [24] Stanton M M, Trichet-Paredes C, Sanchez S. Applications of three-dimensional (3D) printing for microswimmers and bio-hybrid robotics [J]. Lab on a Chip, 2015, 15: 1634-1637. doi: 10.1039/C5LC90019K [25] Chen H T, Padilla W J, Zide J M, et al. Active terahertz metamaterial devices [J]. Nature, 2006, 444(7119): 597-600. doi: 10.1038/nature05343 [26] Wang Q, Rogers E T, Gholipour B, et al. Optically reconfigurable metasurfaces and photonic devices based on phase change materials [J]. Nature Photonics, 2016, 10(1): 60-65. doi: 10.1038/nphoton.2015.247 [27] Sun Q, Ueno K, Yu H, et al. Direct imaging of the near field and dynamics of surface plasmon resonance on gold nanostructures using photoemission electron microscopy [J]. Light: Science & Applications, 2013, 2: e118. [28] Zhu C, Du D, Eychmuller A, et al. Engineering ordered and nonordered porous noble metal nanostructures: Synthesis, assembly, and their applications in electrochemistry [J]. Chemical Reviews, 2015, 115(16): 8896-8943. doi: 10.1021/acs.chemrev.5b00255 [29] Bohandy J, Kim B F, Adrian F J. Metal deposition from a supported metal film using an excimer laser [J]. Journal of Applied Physics, 1986, 60(4): 1538. doi: 10.1063/1.337287 [30] Matthias F, Ralph P, Ton B, et al. Printing of complex free-standing microstructures via laser-induced forward transfer (LIFT) of pure metal thin films [J]. Additive Manufacturing, 2018, 24: 391-399. doi: 10.1016/j.addma.2018.09.028 [31] Röder T C, Köhler J R. Physical model for the laser induced forward transfer process [J]. Applied Physics Letters, 2012, 100(7): 71603. doi: 10.1063/1.3685469 [32] Kuznetsov A I, Kiyan R, Chichkov B N. Laser fabrication of 2D and 3D metal nanoparticle structures and arrays [J]. Optics Express, 2010, 18(20): 21198-21203. doi: 10.1364/OE.18.021198 [33] Zenou M, Kotler Z. Laser jetting of femto-liter metal droplets for high resolution 3D printed structures [J]. Scientific Reports, 2015, 5(17): 17265. [34] Visser C W, Pohl R, Sun C. Toward 3D printing of pure metals by laser-induced forward transfer [J]. Advanced Materials, 2015, 27(27): 4087-4092. doi: 10.1002/adma.201501058 [35] Zenou M, Sa’ar A, Kotler Z. Laser transfer of metals and metal alloys for digital microfabrication of 3D objects [J]. Small, 2015, 11(33): 4082-4089. doi: 10.1002/smll.201500612 [36] Zenou M, Sa’ar A, Kotler Z. Digital laser printing of aluminum micro-structure on thermally sensitive substrates [J]. Journal of Physics D: Applied Physics, 2015, 48(20): 205303. doi: 10.1088/0022-3727/48/20/205303 [37] Winter S, Zenou M, Kotler Z. Conductivity of laser printed copper structures limited by nano-crystal grain size and amorphous metal droplet shell [J]. Journal of Physics D: Applied Physics, 2016, 49: 165310. doi: 10.1088/0022-3727/49/16/165310 [38] Huis in't Veld B, Overmeyer L, Schmidt M, Wegener K, Malshe A, Bartolo P. Si/Ge micro additive manufacturing using ultra-short laser pulses [J]. CIRP Annals—Manufacturing Technology, 2015, 64(2): 701-724. doi: 10.1016/j.cirp.2015.05.007 [39] Zenou M, Kotler Z. Printing of metallic 3D micro-objects by laser induced forward transfer [J]. Optics Express, 2016, 24(2): 1431-1446. doi: 10.1364/OE.24.001431 [40] Piqué A, Auyeung R C Y, Kim H. Laser 3D micro-manufacturing [J]. Journal of Physics D: Applied Physics, 2016, 49(22): 223001. doi: 10.1088/0022-3727/49/22/223001 [41] Breckenfeld E, Kim H, Auyeung R C Y, et al. Laser-induced forward transfer of silver nanopaste for microwave interconnects [J]. Applied Surface Science, 2015, 331(15): 254-261. [42] Wang J, Auyeung R C Y, Kim H, et al. Three-dimensional printing of interconnects by laser direct-write of silver nanopastes [J]. Advanced Materials, 2010, 22(40): 4462-4466. doi: 10.1002/adma.201001729 [43] Piqué A, Auyeung R C Y, Kim H, et al. Digital microfabrication by laser decal transfer [J]. Journal of Laser Micro/Nanoengineering, 2008, 3(3): 163-168. doi: 10.2961/jlmn.2008.03.0007 [44] Mathews S A, Auyeung R C Y, Kim H, et al. High-speed video study of laser-induced forward transfer of silver nano-suspensions [J]. Journal of Applied Physics, 2013, 114(6): 64910. doi: 10.1063/1.4817494 [45] Zenou M, Sa’ar A, Kotler Z. Digital laser printing of metal/metal-oxide nano-composites with tunable electrical properties [J]. Nanotechnology, 2016, 27(1): 15203. doi: 10.1088/0957-4484/27/1/015203 [46] Stellacci F, Bauer C A, Meyer-Friedrichsen T, et al. Laser and electron-beam induced growth of nanoparticles for 2D and 3D metal patterning [J]. Advanced Materials, 2002, 14(3): 194-198. doi: 10.1002/1521-4095(20020205)14:3<194::AID-ADMA194>3.0.CO;2-W [47] Maruo S, Saeki T. Femtosecond laser direct writing of metallic microstructures by photoreduction of silver nitrate in a polymer matrix [J]. Optics Express, 2008, 16(2): 1174-1179. doi: 10.1364/OE.16.001174 [48] Ishikawa A, Tanaka T, Kawata S. Improvement in the reduction of silver ions in aqueous solution using two-photon sensitive dye [J]. Applied Physics Letters, 2006, 89(11): 113102. doi: 10.1063/1.2345601 [49] Tanaka T, Ishikawa A, Kawata S. Two-photon-induced reduction of metal ions for fabricating three-dimensional electrically conductive metallic microstructure [J]. Applied Physics Letters, 2006, 88(8): 081107. doi: 10.1063/1.2177636 [50] Xu B B, Zhang D D, Liu X L, et al. Fabrication of microelectrodes based on precursor doped with metal seeds by femtosecond laser direct writing [J]. Optics Letters, 2014, 39(3): 434-437. doi: 10.1364/OL.39.000434 [51] Xu B B, Xia H, Niu L G, et al. Flexible nanowiring of metal on nonplanar substrates by femtosecond-laser-induced electroless plating [J]. Small, 2010, 6(16): 1762-1766. doi: 10.1002/smll.201000511 [52] Cao Y, Takeyasu N, Tanaka T, et al. 3D metallic nanostructure fabrication by surfactant-assisted multiphoton-induced reduction [J]. Small, 2009, 5(10): 1144-1148. [53] Tanaka T, Ishikawa A, Amemiya T. Three-dimensional two-photon laser fabrication for metals, polymers, and magneto-optical materials[C]//Photonics West, 2015: 9353-21. [54] Lu W E, Zhang Y L, Zheng M L, et al. Femtosecond direct laser writing of gold nanostructures by ionic liquid assisted multiphoton photoreduction [J]. Optical Materials Express, 2013, 3(10): 1660-1673. doi: 10.1364/OME.3.001660 [55] Blasco E, Müller J, Müller P, et al. Fabrication of conductive 3D gold-containing microstructures via direct laser writing [J]. Advanced Materials, 2016, 28(18): 3592-3595. doi: 10.1002/adma.201506126 [56] Vyatskikh A, Delalande S, Kudo A, et al. Additive manufacturing of 3D nano-architected metals [J]. Nature Communications, 2018, 9(1): 593. doi: 10.1038/s41467-018-03071-9 [57] Focsan M, Craciun A M, Astilean S, et al. Two-photon fabrication of three-dimensional silver microstructures in microfluidic channels for volumetric surface-enhanced Raman scattering detection [J]. Optical Materials Express, 2016, 6(5): 1587-1593. doi: 10.1364/OME.6.001587 [58] Exner H, Regenfuss P, Hartwig L, et al. Selective laser micro sintering with a novel process[C]//Proceedings of SPIE-The International Society for Optical Engineering, 2003, 5063(1): 145-151. [59] 柯林达. 脉冲激光微烧结金属粉末的关键技术研究[D]. 武汉: 华中科技大学, 2014. Ke Linda. The key technologies of laser micro sintering metal powder by pulsed laser[D]. Wuhan: Huazhong University of Science & Technology, 2014 (in Chinese) [60] Promoppatum P, Onler R, Yao S C, et al. Numerical and experimental investigations of micro and macro characteristics of direct metal laser sintered Ti-6Al-4V products [J]. Journal of Materials Processing Technology, 2017, 240: 262-273. doi: 10.1016/j.jmatprotec.2016.10.005 [61] 兰红波, 李涤尘, 卢秉恒. 微纳尺度 3D 打印[J]. 中国科学: 技术科学, 2015, 45(9): 919-940. Lan Hongbo, Li Dichen, Lu Bingheng. Micro-and nanoscale 3D printing [J]. Sci Sin Tech, 2015, 45(9): 919-940. (in Chinese) [62] Regenfuss P, Streek A, Hartwig L, et al. Principles of laser micro sintering [J]. Rapid Prototyping Journal, 2007, 13(4): 204-212. doi: 10.1108/13552540710776151 [63] Regenfuß P, Ebert R. Exner H. Laser micro sintering-a versatile instrument for the generation of microparts [J]. Laser Technik Journal, 2007, 4(1): 26-31. doi: 10.1002/latj.200790139 [64] Exner H, Horn M, Streek A, et al. Laser micro sintering: A new method to generate metal and ceramic parts of high resolution with sub-micrometer powder [J]. Virtual and Physical Prototyping, 2008, 3(1): 3-11. doi: 10.1080/17452750801907970 [65] Subramanian K, Vail N, Barlow J, et al. Selective laser sintering of alumina with polymer binders [J]. Rapid Prototyping Journal, 1995, 1(2): 24-35. doi: 10.1108/13552549510086844 [66] Chen J M, Wang X B, Zuo T C. The micro fabrication using selective laser sintering micron metal powder[C]//Proceedings of SPIE-The International Society for Optical Engineering, 2003, 5116: 647~651. [67] Regenfuss P, Hartwig L, Klotzer S, et al. Microparts by a novel modification of selective laser sintering[C]//Rapid Prototyping and Manufacturing Conference, 2004: 1-7. [68] Kathuria Y P. Microstructuring by selective laser sintering of metallic powder [J]. Surface and coatings technology, 1999, 116-119: 643-647. doi: 10.1016/S0257-8972(99)00266-2 [69] Ebert R, Regenfuss P, Klotzer S, et al. Process assembly for μm-scale SLS, reaction sintering, and CVD[C]//Proceedings of SPIE-The International Society for Optical Engineering, 2003, 5063: 183-188. [70] 何飞, 程亚. 飞秒激光微加工: 激光精密加工领域的新前沿[J]. 中国激光, 2007, 34(5): 595-620. doi: 10.3321/j.issn:0258-7025.2007.05.001 He Fei, Cheng Ya. Femtosecond laser micromachining: Frontier in laser precision micromachining [J]. Chinese Journal of Lasers, 2007, 34(5): 595-620. (in Chinese) doi: 10.3321/j.issn:0258-7025.2007.05.001 [71] Lourtioz J M. Photonic crystals writing 3D photonic structures with light [J]. Nature Materials, 2004, 3(7): 427-428. doi: 10.1038/nmat1167 [72] Maruo S, Fourkas J T. Recent progress in multiphoton microfabrication [J]. Laser Photonics Reviews, 2008, 2(1): 100-111. [73] Hsieh T M, Ng C W, Narayanan K, et al. Three-dimensional microstructured tissue scaffolds fabricated by two-photon laser scanning photolithography [J]. Biomaterials, 2010, 31(30): 7648-7652. doi: 10.1016/j.biomaterials.2010.06.029 [74] Gittard S D, Narayan R J. Laser direct writing of micro- and nano-scale medical devices [J]. Expert Revies of Medical Devices, 2010, 7(3): 343-356. doi: 10.1586/erd.10.14 [75] Liao C Z, Wuethrich A, Trau M. A material odyssey for 3D nano/microstructures: two photon polymerization-based nanolithography in bioapplications [J]. Applied Materials Today, 2020, 19(10): 100635. [76] Ma Z C, Zhang Y L, Han B, et al. Femtosecond-laser direct writing of metallic micro/ nanostructures: from fabrication strategies to future applications [J]. Small Methods, 2018, 2(7): 1700413. doi: 10.1002/smtd.201700413 [77] Tottori S, Zhang L, Qiu F, et al. Magnetic helical micromachines: fabrication, controlled swimming, and cargo transport [J]. Advanced Materials, 2012, 24: 811-816. doi: 10.1002/adma.201103818 [78] Waller E H, Dix S, Gutsche J, et al. Functional metallic microcomponents via liquid-phase multiphoton direct laser writing: a review [J]. Micromachines, 2019, 10(12): 827. doi: 10.3390/mi10120827 [79] Kim S, Qiu F, Kim S, et al. Fabrication and characterization of magnetic microrobots for three-dimensional cell culture and targeted transportation [J]. Advanced Materials, 2013, 25(41): 5863-5868. doi: 10.1002/adma.201301484 [80] Huang T Y, Sakar M S, Mao A, et al. 3D printed microtransporters: compound micromachines for spatiotemporally controlled delivery of therapeutic agents [J]. Advanced Materials, 2015, 27(42): 6644-6650. doi: 10.1002/adma.201503095 [81] Iwata F, Metoki J. Microelectrophoresis deposition using a nanopipette for three-dimensional structures[C]//IEEE, 2014: 304-307. [82] Takai T, Nakao H, Iwata F. Three-dimensional microfabrication using local electrophoresis deposition and a laser trapping technique [J]. Optics Express, 2014, 22(23): 28109-28117. doi: 10.1364/OE.22.028109 [83] Iwata F, Kaji M, Suzuki A, et al. Local electrophoresis deposition of nanomaterials assisted by a laser trapping technique [J]. Nanotechnology, 2009, 20(23): 235303. doi: 10.1088/0957-4484/20/23/235303 [84] Matsuura T, Takai T, Iwata F. Local electrophoresis deposition assisted by laser trapping coupled with a spatial light modulator for three-dimensional microfabrication [J]. Japanese Journal of Applied Physics, 2017, 56(10): 105502. doi: 10.7567/JJAP.56.105502 [85] Iwata F, Metoki J. Local electrophoretic deposition using a nanopipette for micropillar fabrication [J]. Japanese Journal of Applied Physics, 2017, 56(12): 126701. doi: 10.7567/JJAP.56.126701 [86] Kaschke J, Wegener M. Gold triple-helix mid-infrared metamaterial by STED-inspired laser lithography [J]. Optics Letters, 2015, 40(17): 3986-3989. doi: 10.1364/OL.40.003986 [87] Kaneko K, Yamamoto K, Kawata S, et al. Metal-nanoshelled three-dimensional photonic lattices, [J]. Optics Letters, 2008, 33(17): 1999. doi: 10.1364/OL.33.001999 [88] Malureanu R, Alabastri A, Cheng W, et al. Enhanced broadband optical transmission in metallized woodpiles [J]. Applied Physics A, 2010, 103: 749-753. [89] Li j, Hossain M D M, Jia B. Three-dimensional hybrid photonic crystals merged with localized plasmon resonances [J]. Optics Express, 2010, 18(5): 4491. doi: 10.1364/OE.18.004491 [90] Radke A, Gissibl T, Klotzbucher T, et al. Three-dimensional bichiral plasmonic crystals fabricated by direct laser writing and electroless silver plating [J]. Advanced Materials, 2011, 23(27): 3018-3021. doi: 10.1002/adma.201100543 [91] Tottori S, Zhang L, Peyer K E, et al. Assembly, disassembly, and anomalous propulsion of microscopic helices [J]. Nano Letters, 2013, 13(9): 4263-4268. doi: 10.1021/nl402031t [92] Kulinowski K M, Jiang P, Vaswani H, et al. Porous metals from colloidal templates [J]. Advanced Materials, 2000, 12(11): 833-838. doi: 10.1002/(SICI)1521-4095(200006)12:11<833::AID-ADMA833>3.0.CO;2-X [93] Nagpal P, Han S E, Stein A, et al. Efficient low-temperature thermophotovoltaic emitters from metallic photonic crystals [J]. Nano Letters, 2008, 8(10): 3238-3243. doi: 10.1021/nl801571z [94] Walsh T A, Bur J A, Kim J S, et al. High-temperature metal coating for modification of photonic band edge position [J]. Journal of the Optical Society of America B, 2009, 26: 1450-1455. doi: 10.1364/JOSAB.26.001450 [95] Mizeikis V, Juodkazis S, Tarozaite R, et al. Fabrication and properties of metalo-dielectric photonic crystal structures for infrared spectral region [J]. Optics Express, 2007, 15(13): 8454-8456. doi: 10.1364/OE.15.008454 [96] Marago O M, Jones P H, Gucciardi P G, et al. Optical trapping and manipulation of nanostructures [J]. Nature Nanotechnol, 2013, 8(11): 807-819. doi: 10.1038/nnano.2013.208 [97] Daly M, Sergides M, Chormaic S N. Optical trapping and manipulation of micrometer and submicrometer particles [J]. Laser Photonics Reviews, 2015, 9: 309-329. doi: 10.1002/lpor.201500006 [98] Gu M, Bao H, Gan X, et al. Tweezing and manipulating micro- and nanoparticles by optical nonlinear endoscopy [J]. Light: Science & Applications, 2014, 3: e126. [99] Lehmuskero A, Johansson P, Rubinsztein-Dunlop H. Laser trapping of colloidal metal nanoparticles [J]. ACS Nano, 2015, 9(4): 3453-3469. doi: 10.1021/acsnano.5b00286 [100] Ashkin A, Dziedzic J M, Bjorkholm J E, et al. Observation of a single-beam gradient force optical trap for dielectric particles [J]. Optics Letters, 1986, 11(5): 288-290. doi: 10.1364/OL.11.000288 [101] Dholakia K, Reece P. Optical micromanipulation takes hold [J]. Nano Today, 2006, 1(1): 18-27. doi: 10.1016/S1748-0132(06)70019-6 [102] Grier D G. Grier, A revolution in optical manipulation [J]. Nature, 2003, 424: 810-816. doi: 10.1038/nature01935 [103] Wang H, Liu S, Zhang Y L, et al. Controllable assembly of silver nanoparticles induced by femtosecond laser direct writing [J]. Advanced Materials, 2015, 16(2): 024805. [104] Xu B B, Zhang R, Wang H, et al. Laser patterning of conductive gold micronanostructures from nanodots [J]. Nanoscale, 2012, 4(22): 6955. doi: 10.1039/c2nr31614e [105] Xu J, Li X, Zhong Y, et al. Glass-channel molding assisted 3D printing of metallic microstructures enabled by femtosecond laser internal processing and microfluidic electroless plating [J]. Advanced Materials Technologies, 2018, 3(12): 1800372. doi: 10.1002/admt.201800372 [106] Kondo Y, Qiu J, Mitsuyu T, et al. Three-dimensional microdrilling of glass by multiphoton process and chemical etching [J]. Japanese Journal Applied Physics, 1999, 38(2): L1146. [107] Ius A M, Juodkazis S, Watanabe M, et al. Femtosecond laser-assisted three-dimensional microfabrication in silica [J]. Optics Letters, 2001, 26(5): 277-279. doi: 10.1364/OL.26.000277 [108] Masuda M, Sugioka K, Cheng Y, et al. 3-D microstructuring inside photosensitive glass by femtosecond laser excitation [J]. Applied Physics A, 2003, 76(5): 857-860. doi: 10.1007/s00339-002-1937-z [109] Bellouard Y, Said A, Dugan M, et al. Fabrication of high-aspect ratio, micro-fluidic channels and tunnels using femtosecond laser pulses and chemical etching [J]. Optics Express, 2004, 12(10): 2120-2129. doi: 10.1364/OPEX.12.002120 [110] Itoh K, Watanabe W, Nolte S. Ultrafast processes for bulk modification of transparent materials [J]. MRS Bulletin, 2006, 31(8): 620-625. doi: 10.1557/mrs2006.159 [111] Gattass R R, Mazur E. Femtosecond laser micromachining in transparent materials [J]. Nature Photonics, 2008, 2(4): 219-225. doi: 10.1038/nphoton.2008.47 [112] Sugioka K, Cheng Y. Ultrafast lasers-reliable tools for advanced materials processing [J]. Light: Science & Applications, 2014, 3(4): e149-e149. [113] Sugioka K, Cheng Y. Femtosecond laser three-dimensional micro- and nanofabrication [J]. Applied Physics Reviews, 2014, 1(4): 041303. doi: 10.1063/1.4904320 [114] Madani-Grasset F, Bellouard Y. Femtosecond laser micromachining of fused silica molds [J]. Optics Express, 2010, 18(21): 21826-21840. doi: 10.1364/OE.18.021826 [115] Schaap A, Bellouard Y. Molding topologically-complex 3D polymer microstructures from femtosecond laser machined glass [J]. Optical Materials Express, 2013, 3(9): 1428-1437. doi: 10.1364/OME.3.001428 [116] Tovar M, Weber T, Hengoju S, et al. 3D-glass molds for facile production of complex droplet microfluidic chips [J]. Biomicrofluidics, 2018, 12(2): 024115. doi: 10.1063/1.5013325 [117] Wang P, Chu W, Li W, et al. Three-dimensional laser printing of macro-scale glass objects at a micro-scale resolution [J]. Micromachines, 2019, 10(9): 565. doi: 10.3390/mi10090565 [118] Goluch E D, Shaikh K A, Ryu K, et al. Microfluidic method for in-situ deposition and precision patterning of thin-film metals on curved surfaces [J]. Applied Physics Letters, 2004, 85(16): 3629-3631. doi: 10.1063/1.1808872 [119] Lang P, Neiß S, Woias P. Fabrication of three-dimensional freestanding metal micropipes for microfluidics and microreaction technology [J]. Journal of Micromechanics and Microengineering, 2011, 21(12): 125024. doi: 10.1088/0960-1317/21/12/125024 [120] Muench F, Oezaslan M, Svoboda I, et al. Electroless plating of ultrathin palladium films: self-initiated deposition and application in microreactor fabrication [J]. Materials Research Express, 2015, 2(10): 105010. doi: 10.1088/2053-1591/2/10/105010 -

 点击查看大图
点击查看大图

计量
- 文章访问数: 527
- HTML全文浏览量: 171
- PDF下载量: 60
- 被引次数: 0

