










-
现代航空宇航制造业、汽车制造及手机电子制造等工业中,铝合金依托高比强度、低密度、可加工性好和成本低等优点被广泛应用[1],其中的Al-Si系铸造铝合金因极佳的热加工性能及力学强度而被广泛用于增材制造领域[2]。但相比于铝合金在粉末床熔化沉积(PBF)技术领域的较高成熟度[3],铝合金激光熔化沉积(Laser Metal Deposition,LMD)技术的研究与发展相对滞后,尤其在航空航天高性能铝合金材料构件的增材制造方面,几乎没有出现激光熔化沉积的相关研究[4]。由于成形尺寸与效率的限制,PBF技术难以满足大型铝合金构件的制造要求,而采用LMD技术成形大型铝合金结构件却可以弥补这一缺口,但LMD成形铝合金过程中激光吸收率低、成形质量欠佳、孔隙倾向大、性能不稳定等缺陷都严重制约其进一步发展。
熔池温度场直接影响着LMD熔池的粉末捕获、熔池对流和材料热循环,进而影响成形质量。因此,熔池温度场分析对LMD成形质量的控制极其重要。而现有文献对LMD熔池温度场的研究多为采用数值模拟方法进行形貌、组织和性能优化[5-6]。华南理工大学孙进[7]利用Ansys软件进行了激光熔覆温度场和应力场的数值模拟分析,并分析了成形试样内部晶粒的生长方式与熔道形貌变化等;国外学者Tseng等[8]提出了新的激光热源模型,考虑了激光波长、光束半径等特性,采用模拟分析的手段预测了温度分布和沉积层形貌,并基于实验结果验证了模拟预测的正确性。苏州大学张吉平等[9]对于三光束激光沉积的熔池温度场进行了仿真分析与形貌优化。哈尔滨工业大学的李俐群等[10]研究了激光熔化沉积熔池温度场对微观组织特性的影响,优化了成形件的组织与性能。目前对铝合金的激光熔化沉积温度场的研究相对较少,仅存的文献同样限于模拟手段优化形貌、组织。例如,俞斐腾等[11]基于数值模拟方法分析了功率与速度对温度场的影响、温度场对显微组织的影响。针对铝合金环形束LMD成形熔池温度场的实时检测与数据分析尚未见诸报道,而这却是研究真实熔池温度场最直接、可靠且有效的方法。
对铝合金热加工的孔隙率、缺陷及组织性能的研究多见于铝合金的焊接或选区激光熔化领域[12-13]。刘婷等[14]通过分析得到提高功率有利于降低铝合金激光-MIG复合焊气孔率。李俐群等阐明了成形气氛水氧含量对铝合金LMD成形件孔隙率、组织性能的影响[15-16],但在铝合金LMD成形过程中,温度场对孔隙率与力学性能的影响规律尚未被揭示。另外,对于铝合金的激光吸收率的研究也相对缺乏,加拿大学者E. Biro等[17]采用表面电镀Ni或Au/Ni材料来增加铝厚板在焊接过程的激光吸收率,但同比之下成形温度场对激光吸收率的影响尚未被明晰。
铝合金的温度场、激光吸收率、孔隙率和力学性能一直以来都是铝合金激光加工与成形的研究重点,但目前对于铝合金LMD成形的相关研究相对滞后。并且,由于环形光斑相比于实心光斑具有更加均匀的能量分布模式,对LMD工艺具有独到的优化能力,而相关的研究尚未出现。文中针对这一现状,基于送气式LMD实验平台进行铝合金沉积实验,通过红外热像仪实时监测获得熔池温度场数据。并对成形试样进行处理分析,以期明晰环形束LMD铝合金温度场形态,阐明熔池温度场对激光吸收率、孔隙率和力学性能的影响机制,从而提高铝合金LMD成形质量与性能,并为成形质量控制提供理论支撑。
-
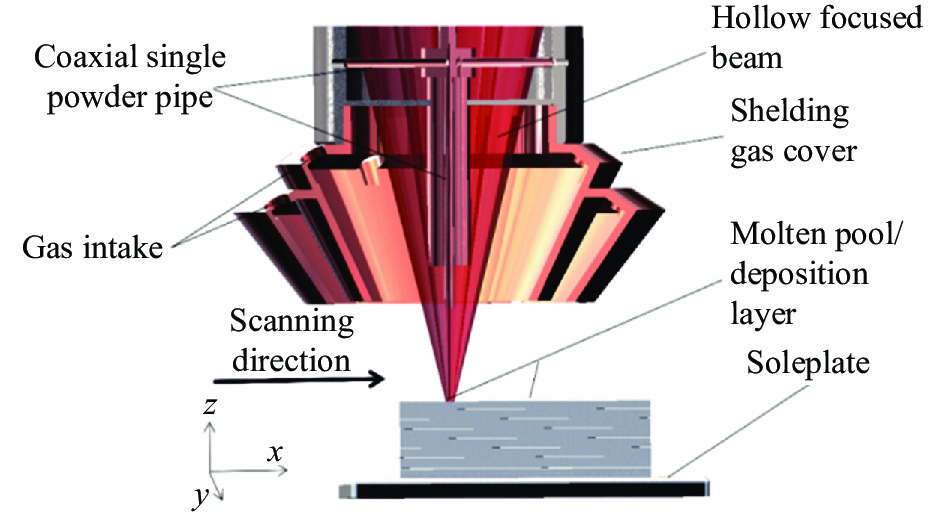
文中基于笔者课题组自行搭建的LMD系统,包括KUKA公司的KR60-3F型六轴机器人、IPG公司的YLS-2000-CT型激光器(P额:2 000 W、λ:1070 nm)、GTV公司的PF2/2型送粉器、自主研发的送气保护式环形光沉积头[18] (原理如图1所示)与基础工艺[19-20]。

图 1 Ar送气保护式环形光沉积头原理图
Figure 1. Schematic of Ar-supplied protective hollow beam deposition nozzle
-
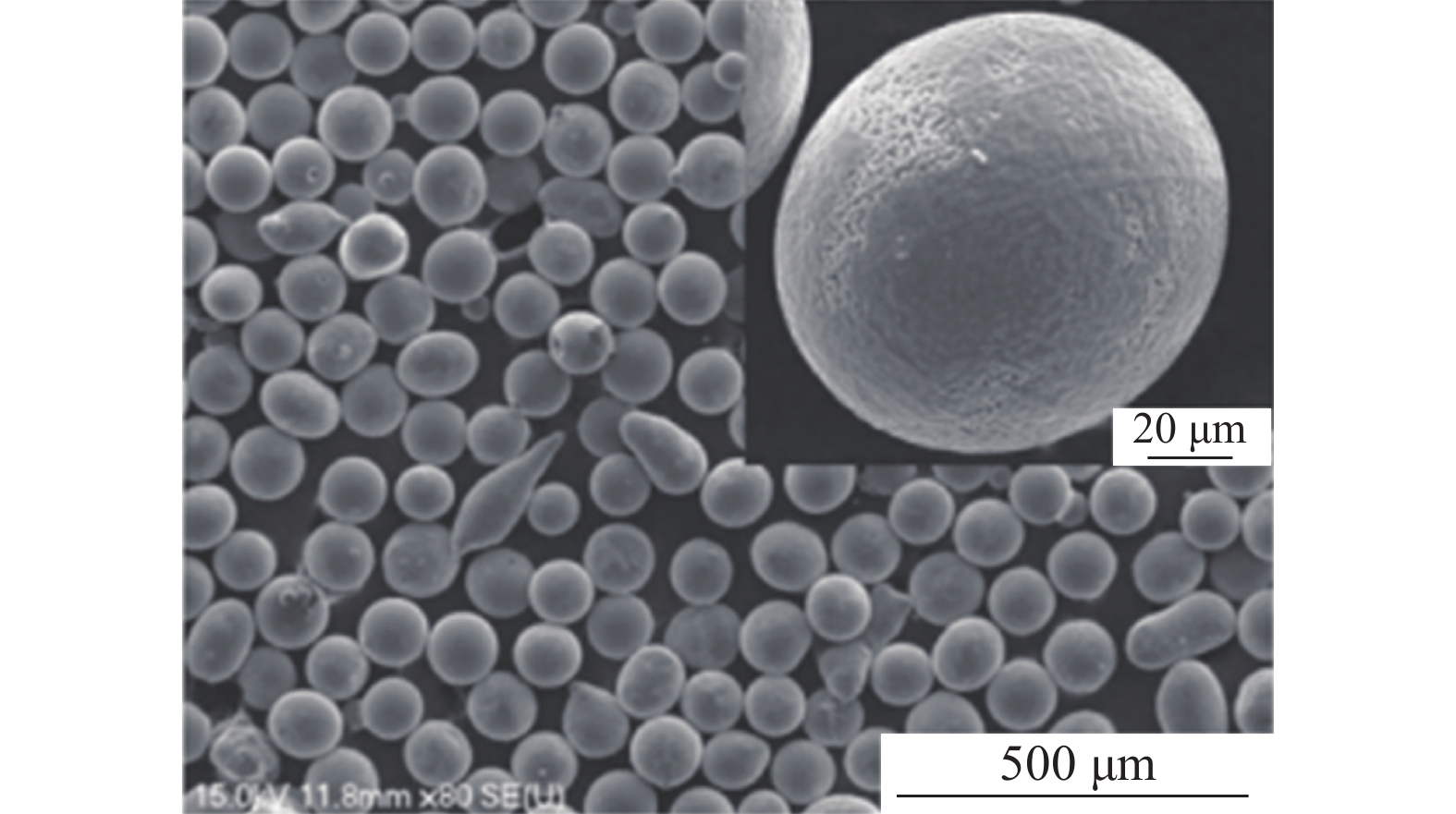
实验选用尺寸为50 mm×66 mm×6 mm的ZL101铸造铝合金为成形基板,表面经喷砂处理与丙酮洗净。粉末材料选用旋转电极工艺生产的AlSi10Mg铝合金,粒径为75~135 μm,显微形貌如图2所示。粉末的D10、D50和D90分别为90.23、107.10、134.6 μm,化学成分如表1所示。实验过程中采用纯氩气作为保护和粉末输送气体(图1)。

图 2 AlSi10Mg粉末显微形貌
Figure 2. Micromorphology of AlSi10Mg powder
表 1 AlSi10Mg合金粉末化学成分
Table 1. Chemical composition of AlSi10Mg alloy powder
Element Al Si Mg Fe Ti Ni Mn Cu P Composition
(mass fraction)Bal. 9.99% 0.44% 0.43% 0.05% 0.009% 0.0086% 0.011% 0.0085% -
激光与金属材料相互作用可在极短的时间内实现光能与热能的转换从而形成熔池,因此,对成形过程熔池温度场的检测需要稳定有效的检测设备。文中为获得准确的熔池温度场分布,选用InfraTec公司生产的Vario CAM®hrhead红外热成像仪,并通过其配套的IRBIS3.0图像处理软件来实现成形过程中对试样表面温度的监测,该型红外热像仪的最大测量温度达3 000 ℃。实验温度场数据采集原理如图3所示。

图 3 红外热像仪采集温度场数据与热电偶采集基板温度数据
Figure 3. Infrared thermal imager to collect temperature field data and thermocouple to collect temperature data of substrate
-
文中采用原位法[21]测定LMD过程中单道沉积成形的材料激光吸收率,原理如图3所示,试样背面嵌入K型热电偶连接DT-8869H型红外测温仪(量程−50 ~ 1370 ℃),每次测量前后都需等待基板温度均一化才得到温度值。基板夹持装置上设有木块隔热,沉积过程中试样吸收部分激光能量而升高温度,由温差算得吸收能量与辐射输出能量的比值即为材料的吸收率,如公式(1)所示:
$$ \beta = {\text{ }}\frac{{m{{c}}({\text{ }}{T_{\rm b}} - {T_{\rm a}})}}{{P{t_0}}} $$ (1) 式中:β为激光吸收率;m为试样总的质量;c为材料的比热容;Ta为室温(试样初始温度);t0为激光沉积时间;Tb为沉积结束后的试样温度;P为激光沉积功率。文中实验数据的采集与计算分析基于如下假设:(1)不考虑激光传输过程中能量损失与波动;(2)所用铝合金热导率高至155 W/(m·K),试样尺寸小至50 mm×66 mm×6 mm,且比表面积小使温度监测的等待温度均一化时间较短,小于实验测量等待时间;(3)单道LMD加工产生的沉积材料质量较少忽略不计;(4)单道沉积时间较短,粉末飞溅产生的金属颗粒及Ar保护气携带逃逸能量忽略不计。
-
采用排水法测量其相对密度,原理如公式(2)所示:
$$ {\rho _{\text{r}}}{\text{ = }}\Bigg(\frac{{{W_{{\text{air}}}} \times {\rho _{{{\text{H}}_{\text{2}}}{\text{O}}}}}}{{{W_{{\text{air}}}} - {W_{{{\text{H}}_{\text{2}}}{\text{O}}}} - {W_{{\text{line}}}}}}\Bigg){\text{/}}{{\rm{\rho }}_0} \times 100{{{\text{%}} }} $$ (2) 式中:ρr为相对密度;ρ0为理论密度;Wair为试样在空气中的重力值;W(H2O)为试样在水中的重力值;Wline为悬挂试样细线的重力值;ρ(H2O)为水的密度。
将试样进行金相试样制备以观察其显微组织,使用MH-5维氏显微硬度仪测得显微硬度,加载载荷为100 g,加载时间为15 s。拉伸力学性能测试的试样取自薄壁墙成形件的沿扫描方向。样件尺寸如图4所示。
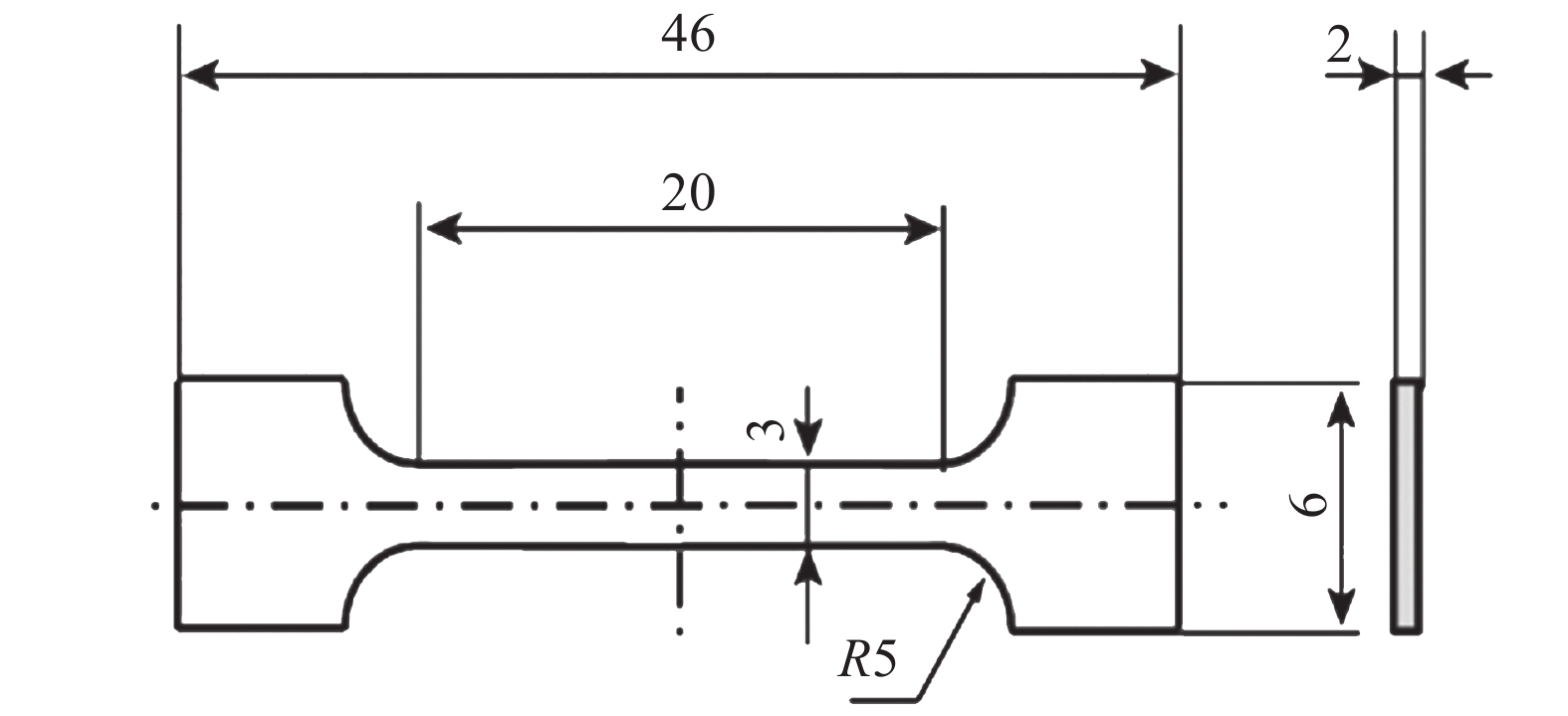
图 4 拉伸试样尺寸
Figure 4. Dimension of tensile sample
LMD实验分为两个部分,第一部分为变功率单道沉积熔池温度场与激光吸收率测定,第二部分为变功率铝合金薄壁墙LMD成形。两个部分都基于原始的参数优化结果[22](扫描速度为10 mm/s,送粉速率:0.84 g/min,离焦量:−3 mm,基板质量为100 g)。激光功率P设置为600~1000 W范围内等梯度(100 W)上升的5个不同值,每组实验重复3次。分别测定激光吸收率β与温度场变数据,并将成形结束后的试样进行后处理测试分析。
-
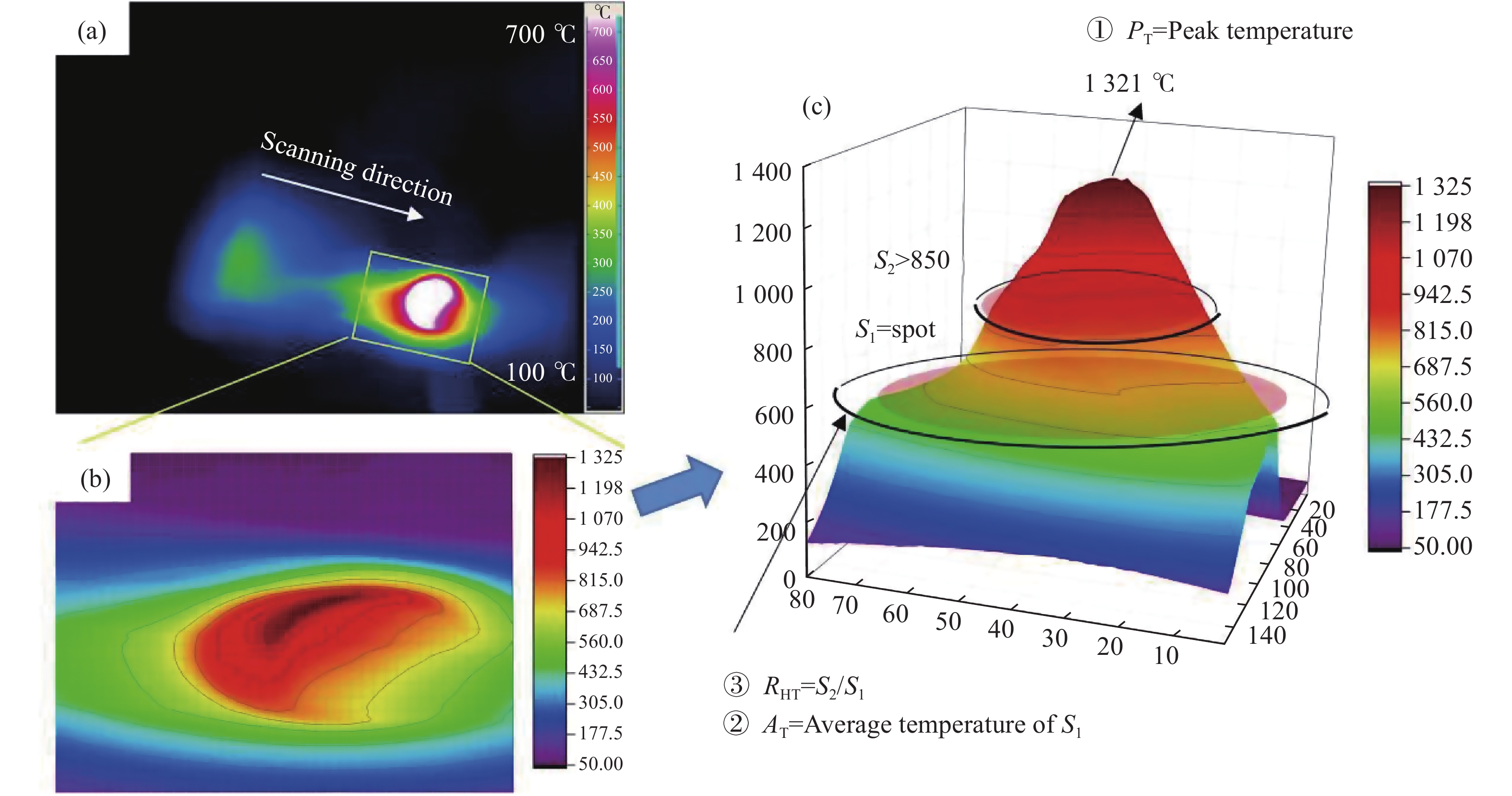
为了对铝合金LMD成形熔池温度场进行有效的系统性分析,采用参数量化表征方法对温度场的各个特征进行参数量化表征。典型熔池温度场[23]的参数量化表征过程如图5所示,其中包括平均温度(AT,average temperature of S1,熔池平均温度)、峰值温度(PT,peak temperature,熔池最高温度值)和熔池高温区比例(RHT,ratio of high temperature= S2/S1,熔池850 ℃以上高温区面积占比),得到量化参数为其影响分析提供量化参数依据。

图 5 典型熔池温度场的参数量化表征过程
Figure 5. Parameter quantitative characterization process of temperature field with typical molten pool
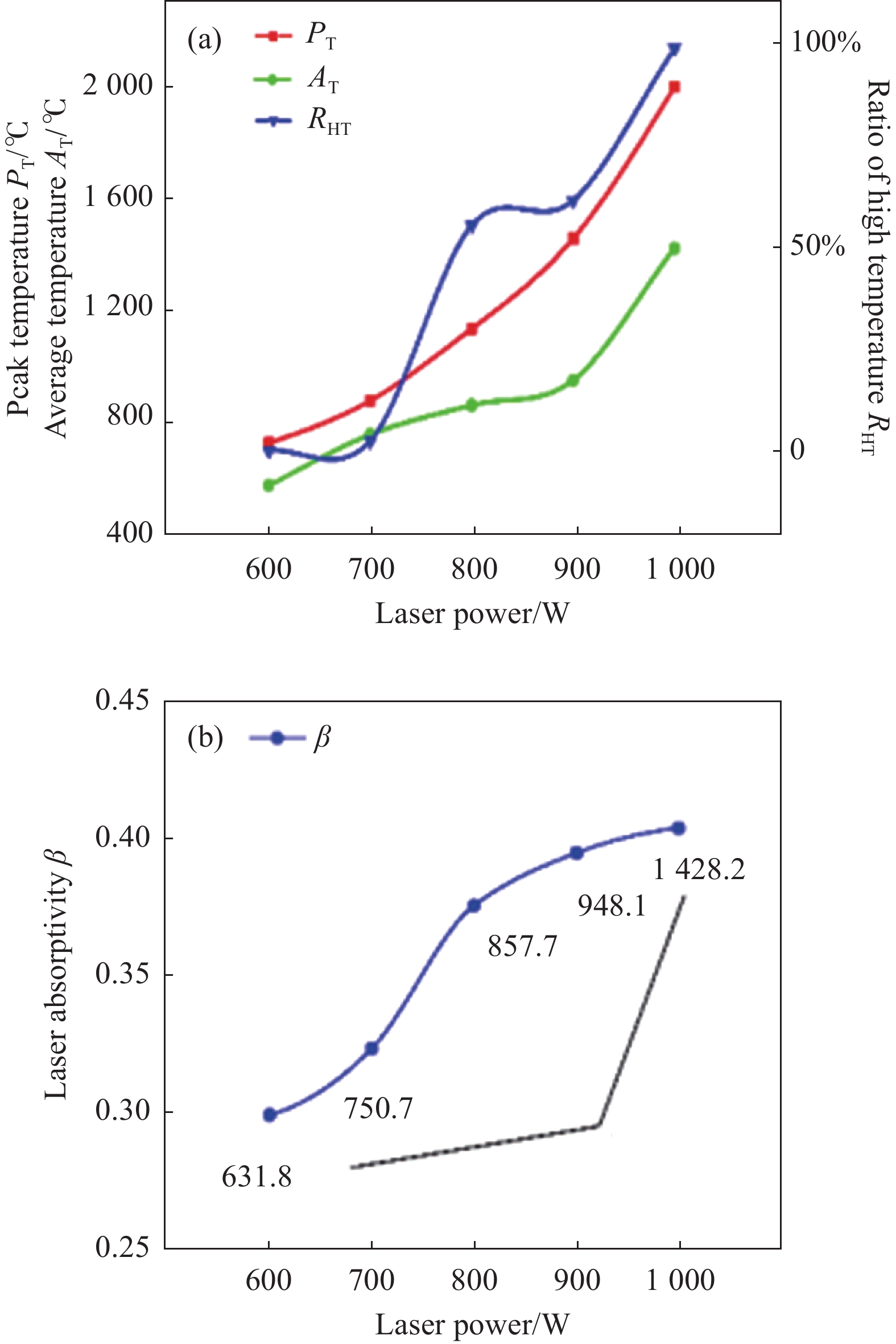
在采用等梯度激光功率进行沉积成形过程中,测得的温度场量化参数变化与激光吸收率变化如图6所示。由于在导热率与比热容等物理条件一定的情况下,高功率意味着高能量与高温度,图6(a)中熔池温度场的PT、AT和RHT都随着激光功率的上升呈不同程度的升高。并且,代表着熔池温度梯度的PT与AT的差值也随之增大(图6(a))。

图 6 温度场量化参数与激光吸收率随激光功率变化曲线
Figure 6. Curves of quantitative parameters of temperature field and laser absorptivity with laser power
通常,金属材料的直流电阻率与温度呈正相关,而直流电阻率会对材料的激光吸收率产生显著影响,因此材料温度会影响激光能量吸收特性。吸收率与电阻率的关系如公式(3)[23]所示:
$$\begin{split} \beta (T)=&0.365\text{ }{\left[{\rho }_{20}(1\text+\gamma T)/\lambda \right]}^{1/2}- 0.0667\left[{\rho }_{20}(1\text+\gamma T)/\lambda \right]+\\& 0.006{\left[{\rho }_{20}(1\text+\gamma T)/\lambda \right]}^{3/2} \\[-10pt]\end{split}$$ (3) 式中:ρ20为20 ℃时金属的电阻率;γ为电阻率随温度的变化系数;T为温度。图6(b)中铝合金LMD过程的激光吸收率随功率的增大而增大。这是由于高功率造就了高的AT,根据公式(3),温度与材料电阻率一样是影响激光吸收率的重要因素且呈正相关,激光吸收率随之提升,这一点也可以从图6(a)中PT和AT的上升速率逐渐增大得到印证。因而,AT与激光吸收率β呈正相关,且可通过控制温度场平均温度AT来有效调节激光吸收率。
-
与传统实心光斑LMD沉积不同,环形束激光LMD熔池的温度场能量分布相对均匀,熔池内温度梯度相对较小,适合进行稳定且高质量的LMD沉积制造。选取功率为600 W和900 W的典型环形束LMD成形铝合金温度场进行对比分析,如图7所示。图7(b)中,熔池上方半圆状暗色区为沉积头挡住部分,与图7(a)相比,功率为900 W时基板温度由于激光功率的增大而明显升温,同时熔池的PT、AT和RHT也都相应地提升。其中高温区面积(白色)与熔池产生的拖尾的长度也显著增大。图7(c)、(d)中,可以得到功率为900 W时峰值温度由700 ℃左右升高至1400 ℃左右,由于巨大的温度梯度使得熔池变得相对不够稳定,原始的温度分布规律性被干扰,其圆形度也变得不规则,但温度场总体与600 W时相同,都呈“半月牙”形态。

图 7 激光功率为600 W和900 W的温度场对比。(a),(b) 2D红外热像图;(c),(d) 放大熔池的2D红外热像等温线图
Figure 7. Comparison of the temperature fields between 600 W laser power and 900 W laser power. (a), (b) 2D infrared thermogram; (c), (d) Magnifed molten pool 2D infrared thermogram with isotherm
激光功率增大使得熔池平均温度增大,从而提高了激光吸收率,反之又进一步促进了熔池温度的上升。如图8(a)、(b)的熔池温度场三维云图的形貌所示,在600 W时温度场总体平滑低矮,熔池区温差较小。而900 W时温度场总体如刺状尖锐突出,熔池区温差较大。其中,温度场后半部分的高温区“半月牙”状的突出尖锐程度最为显著。同时“山脊状”凹谷区的陡峭程度也大大增加,这是由于高功率造成了环形激光熔池高的温度梯度,直观结果即为上述温度三维云图的变化。这一点从图8(c)、(d)的垂直和水平于扫描方向的温度变化曲线也可以得到印证。其中,垂直方向的近似等高的双峰状温度曲线变为不等高的曲线是由于高功率的熔池温度场不稳定造成的,而水平方向的单峰阶梯式曲线也变得更加陡峭。因此,可以得到随着激光功率的升高,环形束LMD沉积铝合金熔池温度场三维形态趋于尖锐化,并仍然保留着“半月牙”状的总体三维形态。综合各功率下的温度场形态,权衡激光吸收率与熔池温度场稳定性,得到合适的温度场平均温度AT为P=800 W时的857.7 ℃ (比熔点温度稍高,可良好熔合铝合金又不易造成塌陷等成形缺陷)。

图 8 激光功率为600 W和900 W温度场对比。(a),(b) 3维温度点云图;(c),(d) 垂直和水平于扫描方向的温度变化曲线
Figure 8. Comparison of the temperature felds between 600 W and 900 W laser power. (a), (b) 3D temperature point cloud map; (c), (d) Temperature curves of vertical and horizontal to the scanning direction
-
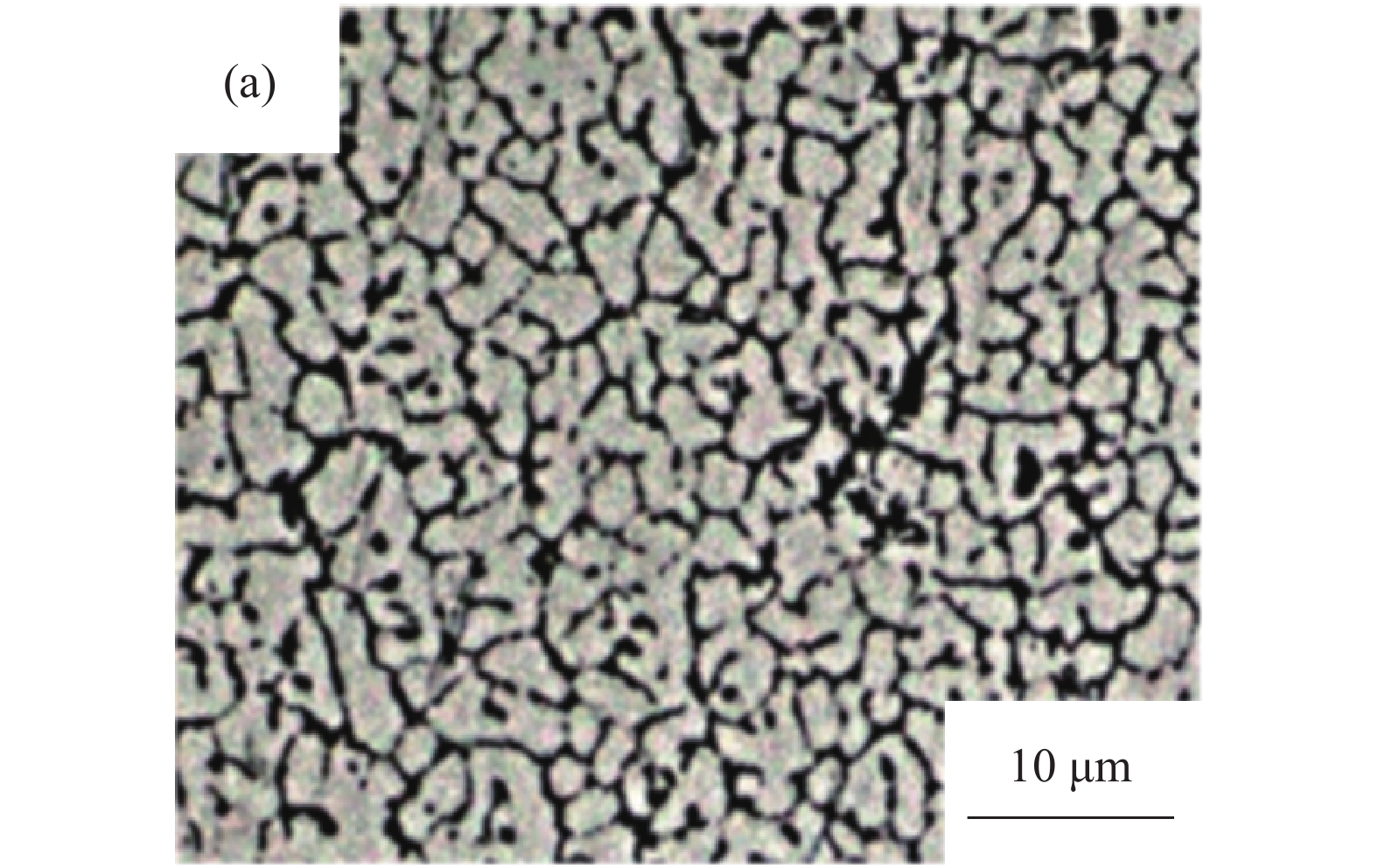
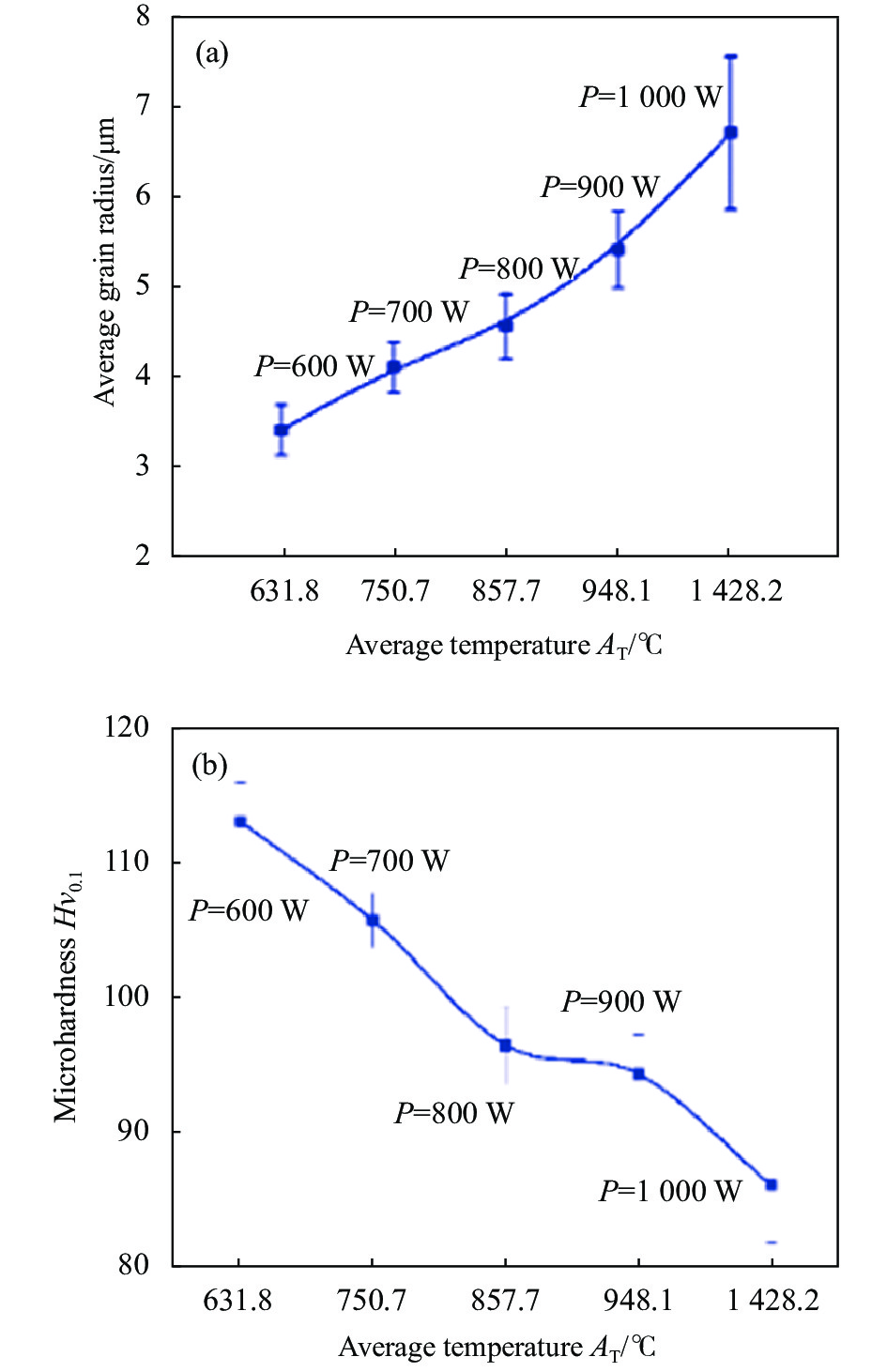
随着LMD熔池AT的上升,铝合金沉积材料的热循环曲线发生变化,高温段的停留时间增长,熔池冷却速度降低过冷度减小,使得α相铝晶粒的形核与长大有了更加充足的时间。因而,沉积态铝合金的组织晶粒尺寸呈增大的趋势,如图9所示,为AT为631.8 ℃与948.1 ℃激光功率下沉积试样典型等轴晶区的显微组织。其中,图9(a)中Al-Si共晶相总体呈均匀网状分布,网格中间包含有稍显细小的α相铝晶粒组织,而图9(b)中则存在着Al-Si共晶组织的偏析与聚集,α铝的晶粒尺寸也较大。这是由于增大的AT促使了Al-Si共晶组织的结晶与晶间偏析,同时α铝也有了更多的晶粒长大空间,并最终局部“突破”了Al-Si共晶网的限制,其晶粒尺寸变化如图10(a)所示。材料显微硬度如图10(b)所示,总体随着AT的上升而呈现下降的趋势。

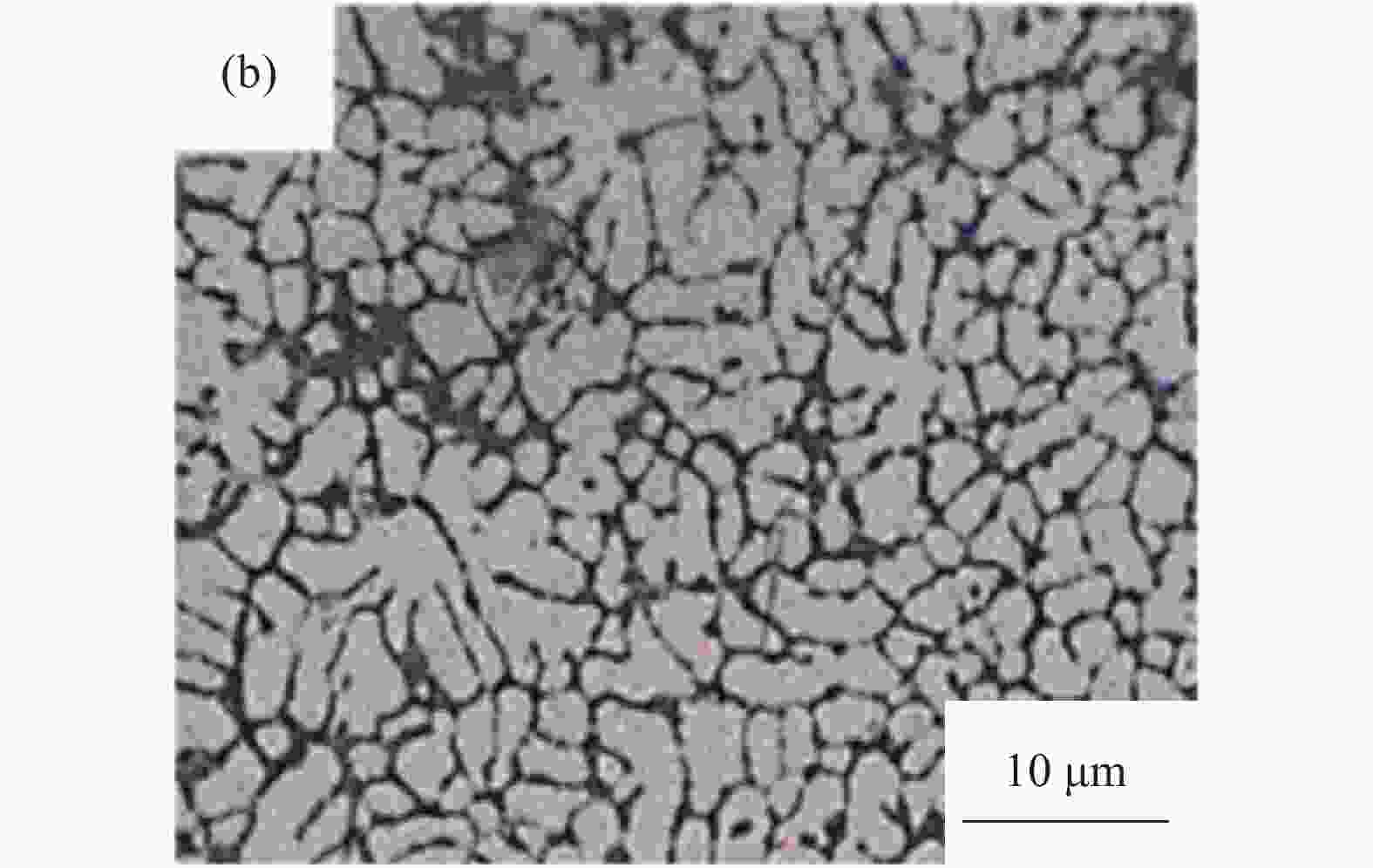
图 9 不同AT时沉积试样的显微组织。(a) 631.8 ℃即P=600 W;(b) 948.1 ℃即P=900 W
Figure 9. Microstructures of as-deposited sample under different AT. (a) 631.8 ℃/P=600 W; (b) 948.1 ℃/P=900 W

图 10 不同功率/AT时LMD成形件的组织与硬度。(a) α铝晶粒尺寸;(b)显微硬度
Figure 10. α-aluminum grain size (a) and micro-hardness (b) of LMD parts with different P/AT
-
由于铝合金材料熔点低导热率大,其LMD成形过程熔池稳定性随着AT的升高而降低,塌陷与裂纹缺陷的发生倾向增加。如图11所示,分别是中温857.7 ℃[20]和高温1428.2 ℃两种AT的薄壁件LMD试样。其中,图11(a)的薄壁件总体成形稳定未出现塌陷缺陷,成形质量佳。而相比之下较高的AT导致了塌陷缺陷(图11(b)),高的AT造成了高的热累积从而导致熔池及成形件温度的逐层上升,影响成形件宏观形貌,最终导致成形件表面粗糙度与尺寸精度等成形质量难以满足应用要求。

图 11 不同AT沉积成形的薄壁件试样。(a) 857.7 ℃;(b) 1428.2 ℃
Figure 11. As-deposited thin-wall samples with different AT. (a) 857.7 ℃; (b) 1428.2 ℃
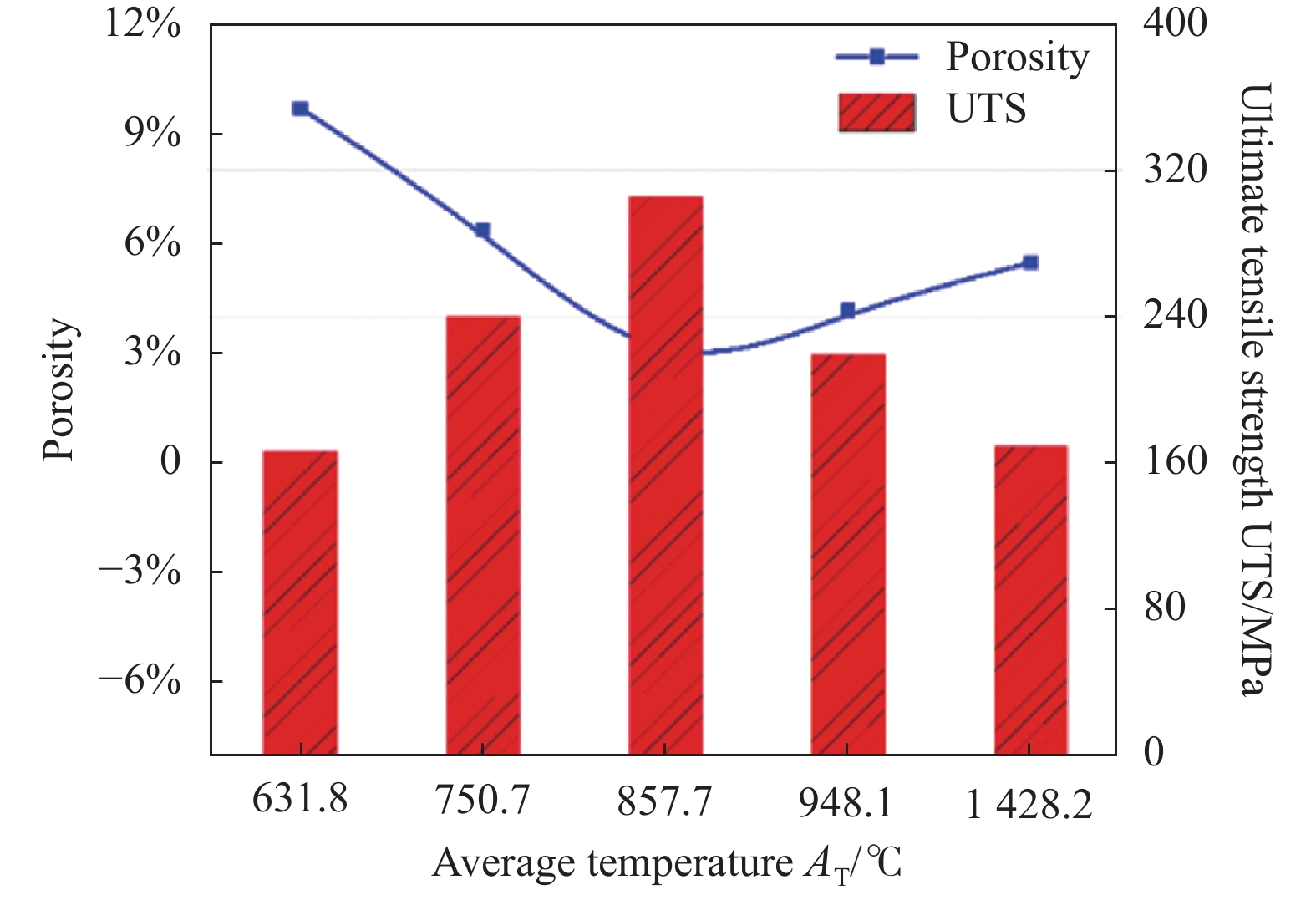
如图12所示,铝合金LMD成形试样的孔隙率随AT的升高呈先下降后上升的趋势,这是由于通常铝合金LMD成形试样的孔隙率受到熔池气体逸出效果与惰性气体保护效果[15]的双重影响。一方面,由于熔池AT的升高可加剧马格朗尼对流效果,促进熔池中气体的排出,同时也增加了气体逸出的时间,从而有效降低了成形试样的孔隙率。另一方面,由于实验采用的是送气保护式LMD成形系统,铝合金LMD成形过程的惰性气体保护效果受到一定的限制,高的熔池AT意味着更大的热累积量,从而倾向形成更长的熔池高温拖尾区,使得送气保护区域不能满足需求,而产生氧化、气孔和夹杂等活性气体污染导致的缺陷。这就导致了AT进一步升高时的孔隙率上升现象,并且高的温度容易产生塌陷。因而,合适的熔池AT=857.7 ℃ (P=800 W)可以优化成形效果,并最终得到低至2.1%的孔隙率。

图 12 不同AT沉积成形的薄壁件试样的孔隙率与最终的抗拉强度
Figure 12. Porosity and ultimate tensile strength UTS (MPa) of as-deposited thin-wall samples with different AT
抗拉强度是LMD成形金属零部件的主要性能之一。如图12所示,随着AT的升高,AlSi10Mg的LMD成形件极限抗拉强度与孔隙率变化规律相反,呈先上升后下降的趋势。这是由于孔隙的存在造成了材料内部冶金结合的缺陷,在拉伸试验过程中容易在空隙周围形成应力集中,从而优先产生断裂裂纹并逐渐延伸使材料断裂失效,并且气孔的存在也会减小拉伸测试的实际受力面积。因此,材料的孔隙率通常与其拉伸性能呈负相关。另外,材料的显微组织也是其拉伸性能的重要影响因素之一,但在文中的试验范围内,相比于孔隙率则显得其影响不够显著。最终在AT=857.7 ℃时得到的最佳的铝合金LMD成形件拉伸性能为305.6 MPa,延伸率为5.7%,高出铝合金铸态200 MPa (相似成分国内牌号ZL104)拉伸性能值52.5%,典型的3个拉伸试样的应力应变曲线如图13所示。

图 13 熔池AT为857.7 ℃沉积试样的拉伸性能
Figure 13. Tensile properties of as-deposited samples with molten pool AT of 857.7 ℃
-
(1)AlSi10Mg铝合金LMD熔池温度场的平均温度AT、峰值温度PT和高温率RHT都随着激光功率的上升而不同程度的升高,总体呈正相关关系。环形束LMD成形铝合金的温度场形态呈开口向扫描方向的“半月牙”状,并随着功率的增大而趋向于尖锐化。提升温度场平均温度AT可有效提高铝合金材料激光吸收率。
(2)过高或过低的温度场AT易造成融合不佳、塌陷、裂纹等成形缺陷,降低成形质量,在AT=857.7 ℃(P=800 W)时可稳定LMD成形AlSi10Mg铝合金。随AT的增大,成形试样晶粒尺寸逐渐增大,显微硬度减小。
(3)熔池温度场显著影响试样的孔隙率与力学性能,随着AT的升高,孔隙率先减小后增大,抗拉强度则随之先提升而降低。最终基于AT=857.7 ℃ (P=800 W)可得到低至2.1%的孔隙率,得到305.6 MPa的抗拉强度,延伸率为5.7%,高出铸件52.5%。这为送气保护式LMD铝合金的控形与控性提供了理论指导。
Effects of temperature field on properties of micro-structure of AlSi10Mg with laser metal deposition
-
摘要: 铝合金激光吸收率低、导热率高,其激光熔化沉积(LMD)显微组织性能受温度场影响大。为分析环形束LMD铝合金熔池温度场及其影响,优化成形质量及成形件性能,采用送气保护式LMD技术,进行了AlSi10Mg铝合金成形实验,系统分析了熔池温度场的形态及其变化,以及温度场对成形质量、孔隙率、显微组织性能的影响机理。结果表明:环形束LMD铝合金熔池温度场总体形态呈开口向扫描方向的“半月牙”状,随着激光功率的增大,温度场形态愈发尖锐,其高温率、温度梯度和平均温度也相应增大。温度场平均温度的提升可增加激光吸收率,粗化显微组织,减小显微硬度,温度场显著影响成形件孔隙率从而改变拉伸性能。最终在平均温度为857.7 ℃时降低孔隙率至2.1%,得到抗拉强度为305.6 MPa,延伸率为5.7%,高出铸件52.5%,为LMD铝合金温度场及显微组织性能控制提供了理论指导。a此作者对本文贡献相同,同为第一作者Abstract: Due to low laser absorption rate and high thermal conductivity, the properties of micro-structure of aluminum alloy formed by laser melting deposition (LMD) are greatly affected by temperature field. In order to analyze the temperature field of annular beam LMD aluminum alloy molten pool and its’ influence, optimize the forming quality and the performance of forming parts, the Ar-supplied protective LMD technology was used, the AlSi10Mg aluminum alloy forming experiment was carried out. The shape and change of the temperature field of molten pool were systematically analyzed, as well as the influence mechanism of the temperature field on the forming quality, porosity, the properties of micro-structure. The results show that the overall shape of the temperature field of the ring beam LMD aluminum alloy molten pool is "half crescent" with the opening in the scanning direction. With the increase of laser power, the temperature field shape becomes more and more sharp, and its high temperature rate, temperature gradient and average temperature also increase accordingly. The increase of the average temperature of the temperature field can increase the laser absorption rate, coarsen the micro-structure and reduce the micro-hardness. The temperature field affects the porosity rate of the formed part significantly and thus changing the tensile properties. Finally, when the average temperature is 857.7 ℃, the porosity rate is reduced to 2.1%, and the tensile strength is 305.6 MPa, and the elongation rate is 5.7%, which is 52.5% higher than the casting. It provides theoretical guidance for LMD aluminum alloy temperature field and properties of micro-structure control.
-
图 1 Ar送气保护式环形光沉积头原理图
Figure 1. Schematic of Ar-supplied protective hollow beam deposition nozzle
图 3 红外热像仪采集温度场数据与热电偶采集基板温度数据
Figure 3. Infrared thermal imager to collect temperature field data and thermocouple to collect temperature data of substrate
图 5 典型熔池温度场的参数量化表征过程
Figure 5. Parameter quantitative characterization process of temperature field with typical molten pool
图 6 温度场量化参数与激光吸收率随激光功率变化曲线
Figure 6. Curves of quantitative parameters of temperature field and laser absorptivity with laser power
图 7 激光功率为600 W和900 W的温度场对比。(a),(b) 2D红外热像图;(c),(d) 放大熔池的2D红外热像等温线图
Figure 7. Comparison of the temperature fields between 600 W laser power and 900 W laser power. (a), (b) 2D infrared thermogram; (c), (d) Magnifed molten pool 2D infrared thermogram with isotherm
图 8 激光功率为600 W和900 W温度场对比。(a),(b) 3维温度点云图;(c),(d) 垂直和水平于扫描方向的温度变化曲线
Figure 8. Comparison of the temperature felds between 600 W and 900 W laser power. (a), (b) 3D temperature point cloud map; (c), (d) Temperature curves of vertical and horizontal to the scanning direction
图 9 不同AT时沉积试样的显微组织。(a) 631.8 ℃即P=600 W;(b) 948.1 ℃即P=900 W
Figure 9. Microstructures of as-deposited sample under different AT. (a) 631.8 ℃/P=600 W; (b) 948.1 ℃/P=900 W
图 10 不同功率/AT时LMD成形件的组织与硬度。(a) α铝晶粒尺寸;(b)显微硬度
Figure 10. α-aluminum grain size (a) and micro-hardness (b) of LMD parts with different P/AT
图 11 不同AT沉积成形的薄壁件试样。(a) 857.7 ℃;(b) 1428.2 ℃
Figure 11. As-deposited thin-wall samples with different AT. (a) 857.7 ℃; (b) 1428.2 ℃
图 12 不同AT沉积成形的薄壁件试样的孔隙率与最终的抗拉强度
Figure 12. Porosity and ultimate tensile strength UTS (MPa) of as-deposited thin-wall samples with different AT
图 13 熔池AT为857.7 ℃沉积试样的拉伸性能
Figure 13. Tensile properties of as-deposited samples with molten pool AT of 857.7 ℃
表 1 AlSi10Mg合金粉末化学成分
Table 1. Chemical composition of AlSi10Mg alloy powder
Element Al Si Mg Fe Ti Ni Mn Cu P Composition
(mass fraction)Bal. 9.99% 0.44% 0.43% 0.05% 0.009% 0.0086% 0.011% 0.0085%  下载: 导出CSV
下载: 导出CSV
-
[1] Wu J, Wang X Q, Wang W, et al. Microstructure and strength of selectively laser melted AlSi10Mg [J]. Acta Materialia, 2016, 117: 311-320. [2] Thijs L, Kempen K, Kruth J P, et al. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder [J]. Acta Materialia, 2013, 61(5): 1809-1819. [3] Zhang J, Song B, Wei Q, et al. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends [J]. Journal of Materials Science & Technology, 2019, 35(2): 270-284. [4] Gu D D, Zhang H M, Chen H Y, et al. Laser additive manufacturing of high-performance metallic aerospace components [J]. Chinese Journal of Lasers, 2020, 47(5): 0500002. (in Chinese) doi: 10.3788/CJL202047.0500002 [5] Dang Y X, Qi W J, Lu L L. Research status and development trend of numerical simulation of laser cladding technology [J]. Hot Working Technology, 2016, 45(6): 23-27. (in Chinese) [6] Liu H, Yu G, He X, et al. Three-dimensional numerical simulation of transient temperature field and coating geometry in powder feeding laser cladding [J]. Chinese Journal of Lasers, 2013, 40(12): 1203007. (in Chinese) doi: 10.3788/CJL201340.1203007 [7] Sun J. Process researchandnumericalsinnulation oflaser cladding fabrication technology feeding by side[D]. Guangzhou: South China University of Technology, 2012: 45-79. (in Chinese) [8] Tseng W C, Aoh J N. Simulation study on laser cladding on preplaced powder layer with a tailored laser heat source [J]. Optics & Laser Technology, 2013, 48: 141-152. [9] Zhang J P, Shi S H, Jiang W W, et al. Simulation analysis of temperature field and process optimization of laser cladding based on internal wire feeding of three beams [J]. Chinese Journal of Lasers, 2019, 46(10): 1002004. (in Chinese) doi: 10.3788/CJL201946.1002004 [10] Li L Q, Wang J D, Wu C C, et al. Temperature field of molten pool and microstructure property in laser melting depositions of Ti6Al4V [J]. Chinese Journal of Lasers, 2017, 44(3): 0302009. (in Chinese) doi: 10.3788/CJL201744.0302009 [11] Yu F T. Microstructure and performance of AlSi10Mg alloy prepared by laser melting deposition [D]. Harbin: Harbin Institute of Technology, 2019: 42-55. (in Chinese) [12] Wen P, Li Z X, Zhang S, et al. Investigation on porosity, microstructures and performances of 6A01-T5 aluminum alloy joint by oscillating fiber laser CMT hybrid welding [J]. Chinese Journal of Lasers, 2020, 47(8): 0802003. (in Chinese) doi: 10.3788/CJL202047.0802003 [13] Chu F H, Zhang X, Huang W J, et al. A review: The formation mechanism and effect on mechanical properties of defects of aluminum alloy by selective laser melting[J/OL]. Materials Reports: 1-26. [2021-04-10]. http://kns.cnki.net/kcms/detail/50.1078.TB.20200902.1631.002.html. (in Chinese) [14] LiuT, Zhao Y Q, Zhou X D, et al. Effect of energy ratio coefficient on pore during aluminum alloy laser-mig hybrid welding [J]. Chinese Journal of Lasers, 2020, 47(11): 1102004. (in Chinese) doi: 10.3788/CJL202047.1102004 [15] Li L Q, Wang X, Qu J Y, et al. Effects of porosity on mechanical properties of laser metal deposited AlSi10Mg alloy [J]. China Surface Engineering, 2019, 32(3): 109-114. (in Chinese) [16] Li L, Qu J, Wang X. Formability and mechanical property of laser metal deposited AlSi10Mg alloy [J]. Surface Technology, 2019, 48(6): 332-337. (in Chinese) [17] Biro E, Zhou Y, Weckman D C, et al. The effects of Ni and Au/Ni platings on laser welding of thin sheets [J]. Journal of Laser Applications, 2001, 13(3): 96-104. doi: 10.2351/1.1356420 [18] Shi S H, Fu G Y, Wang A J, et al. Laser processing forming and manufacturing intra-light powder feeding process and optical powder feeding nozzle: China, 200610116413.1 [P]. 2016-12-01. (in Chinese) [19] Zhang R, Shi T, Shi S H, et al. Closed-loop control of laser engineered net shaping of unequal-height parts [J]. Chinese Journal of Lasers, 2018, 45(3): 0302005. (in Chinese) doi: 10.3788/CJL201845.0302005 [20] Wan L, Shi S H, Xia Z X, et al. Laser preheating/fluid cooling assisted lasermetal deposition of AlSi10Mg [J]. Infrared and Laser Engineering, 2021, 50(7): 20200365. (in Chinese) doi: 10.3788/IRLA20200365 [21] Huang Y L, Yang F H, Liang G Y, et al. Using in-situ technique to determine laser absorptivity of Al-alloys [J]. Chinese Journal of Lasers, 2003, 30(5): 449-453. (in Chinese) [22] Wan L, Shi S, Xia Z, et al. Directed energy deposition of CNTs/AlSi10Mg nanocomposites: Powder preparation, temperature field, forming, and properties [J]. Optics and Laser Technology, 2021, 139(1): 106984. [23] Cao F G, Hu J M, Liu Y, et al. Laser Processing [M]. Beijing: Chemical Industry Press, 2015: 4. (in Chinese) -

 点击查看大图
点击查看大图
计量
- 文章访问数: 281
- HTML全文浏览量: 60
- PDF下载量: 29
- 被引次数: 0




